

2.14. Технологические требования к конструкции отливки
2.14.1. Общее понятие технологичности отливки
Любая деталь, в том числе и литая, должна обеспечивать необходимый уровень механических и служебных характеристик при заданной массе, конфигурации, отклонении размеров и параметров шероховатости поверхности. Однако, при разработке конструкции литой детали конструктор должен учитывать дополнительно литейные свойства сплавов, технологию изготовления отливки, в том числе модельного комплекта, формы, стержня, обрубки и очистки отливки и способы дальнейшей обработки готовой отливки. Это объясняется тем, что брак в литейном цехе вызван не только нарушениями литейной технологии, но и нетехнологичностью конструкции отливки. Выбор способа литья определяется не только стоимостью отливок и видом производства (единичное, серийное, массовое), но и требованиями к их качеству. Например, более высокая стоимость отливок, полученных в оболочковых формах, по сравнению с отливками, полученными в сырых песчано-глинистых формах, компенсируется меньшими припусками на обработку и лучшим качеством поверхности отливки. Правильно разработанная конструкция отливки и технология еë изготовления уменьшают брак и стоимость отливок и способствуют быстрому освоению отливки в производстве.
2.14.2. Некоторые основные требования к конструкции отливки
1. Толщина стенок отливки должна быть, по возможности, одинаковой. Еë выбирают исходя из размеров отливки, обеспечения достаточной прочности, жëсткости и других эксплуатационных свойств. Одинаковая толщина стенок способствует более равномерному их затвердеванию и уменьшению термических напряжений в отливке. Имеются способы конструктивно избегать больших массивов при сопряжении стенок.
Например, при сопряжении стенки 2 под углом 90° и цилиндра поверхности 1 массив сопряжения меньше, чем при сопряжении по касательной (рис. 2.60, а). Кроме того, благодаря окнам 4 в ребре 3, соединяющим стенки 2, удается избежать сочленения четырех стенок в опасном месте. Применение данного принципа позволит избежать появления усадочных дефектов или уменьшить их вредное действие.
2. Сопряжения стенок в отливке должны быть выполнены в плавных переходах (рис. 2.60, б). Это уменьшает внутренние напряжения в отливке, образование усадочных раковин и пористости. Неудачным сопряжением ребер жëсткости в отливке считают крестоподобное (образующее местное скопление металла), которое заменяют Т-образным вразбежку (рис. 2.60, в).
В случае значительной разницы толщин сопрягающихся стенок переход от толстой стенки к тонкой должен осуществляться плавно или в месте сопряжения должны выполняться усадочные ребра. Вы полнение в месте сопряжения только галтели может привести к образованию усадочной трещины (рис. 2.60, г).
Для осуществления рациональных условий питания отливки во время кристаллизации необходимо при проектировании литой детали применять принцип вписанной окружности, по которому окружность, вписанная в любое сечение отливки (с учетом припусков на механическую обработку), должна свободно проходить по всем сечениям в направлении питающей прибыли (рис. 2.60, д). Несоблюдение этого принципа приводит к образованию усадочных раковин или рыхлот даже при условии установки холодильников, так как в данной ситуации холодильники лишь перемещают раковину, не меняя условий питания.
3. Форма отливки должна быть, по возможности, простой. При этом прямолинейные очертания отливки предпочтительнее криволинейных, а при необходимости криволинейных поверхностей их выполняют цилиндрическими или коническими. Необходимо стремиться к уменьшению габаритных размеров и, особенно, высоты детали. Это упрощает и удешевляет изготовление модели и стержневых ящиков, облегчает удаление модели из формы и дает возможность избежать криволинейных разъëмов, усложняющих формовку.
4
Рис.
2.60. Основные требования к конструкции
отливки:
а
- уменьшение массы сочленения, б - плавное
сопряжение стенок, в - Т-образное
сопряжение стенок, г - оребрение в
сочетании с плавным сопряжением, д -
проектирование литых узлов по принципу
вписанной окружности, е - выполнение
формовочных уклонов, ж - замена сложного
разъема формы плоским, з - исключение
применения стержня, и - замена двух
стержней одним, к - устранение узких
пазов для исключения применения стержней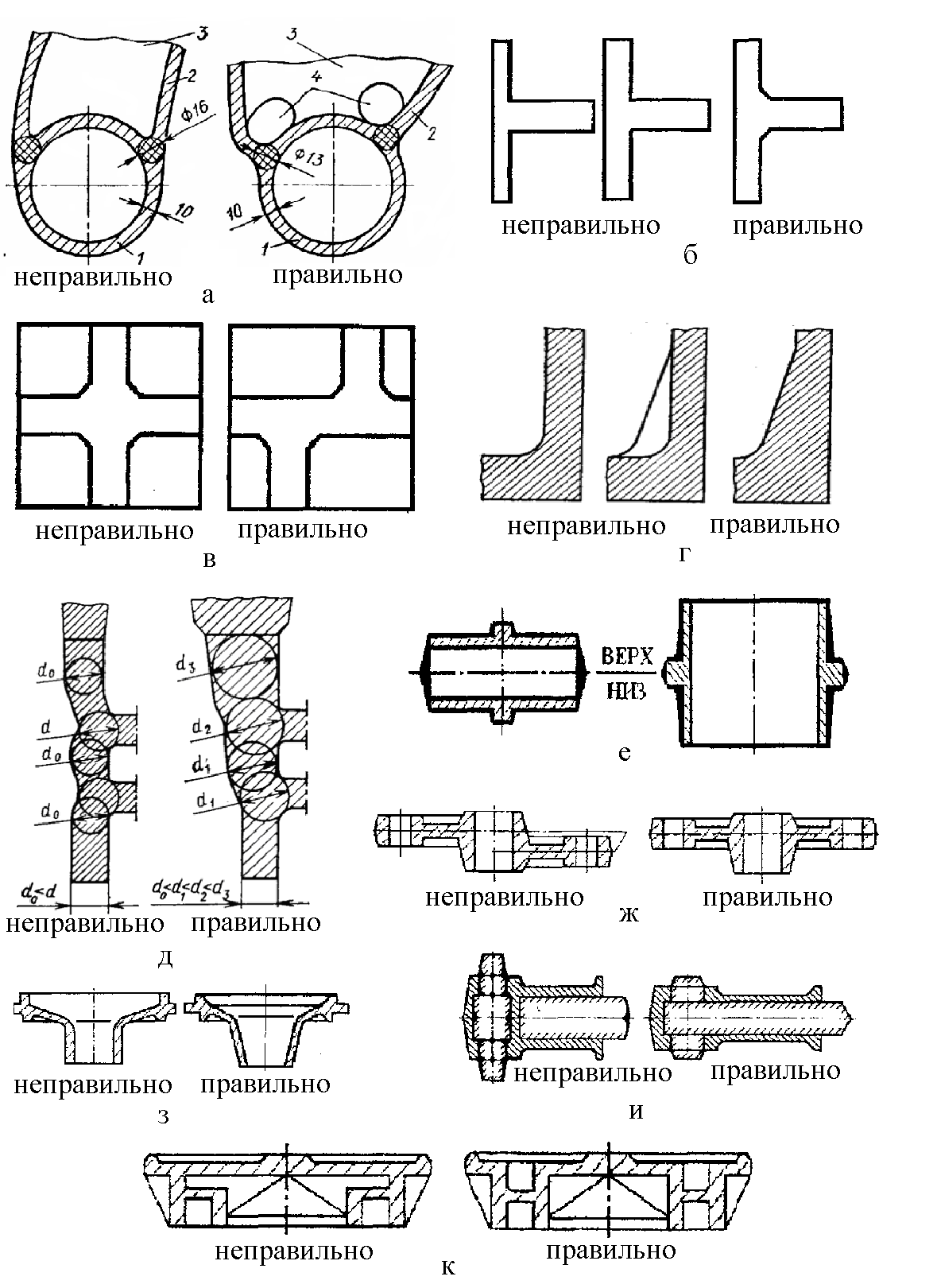
5. Отливка должна иметь, по возможности, плоский разъëм и располагаться в нижней полуформе. Это облегчает изготовление оснастки и формы и позволяет создать достаточный напор расплава при малой высоте верхней полуформы. При изготовлении отливки (рис. 2.60, ж) требуется сложный разъем формы. Изменением конструкции литой детали (рис. 2.60, ж) можно обеспечить плоский разъëм формы и упростить технологию изготовления формы и оснастки.
6. Контуры литой детали должны, по возможности, обеспечивать формовку без применения стержней. Так, при изготовлении отливки (на рис. 2,60, з) отверстие получают с помощью стержня. Изменением конструкции можно исключить применение стержня (рис. 2.60, з).
7. Внутренние полости сложных отливок нужно получать с использованием минимального числа стержней. При изготовлении отливки (на рис. 2.60, и) используют два стержня. Изменением конструкции можно получить отливку с применением одного стержня (рис. 2.60, и).
8. В конструкции
литых деталей следует избегать пазов
и узких полостей, для получения которых
требуются стержни. Устранение таких
пазов и полостей достигается изменением
конструкции отливки (рис. 2.60, к).
Рис.
2.61. Литосварные конструкции (а) и с
применением сортаментных труб (б)
9. Для повышения жесткости, уменьшения массы и сокращения объема механической обработки иногда соединяют несколько простых деталей в одну сложную. Но бывает также целесообразно в некоторых случаях крупные и сложные литые конструкции разделять на более простые детали, а затем их сваривать между собой или соединять болтами (рис. 2.61, а). Возможно создавать конструкцию не только из отливок, но и с применением труб, проката и т.п. (рис. 2.61,б).