

4.2. Сварка плавлением
Из всех способов сварки наибольшее распространение получили способы сварки плавлением. Для всех иххарактерно образование жидкой сварочной ванны. Способы сварки плавлением подразделяют в зависимости от применяемого высокотемпературного источника нагрева, использующегося для получения сварочной ванны. Основными способами сварки плавлением являются: дуговая, плазменная, электрошлаковая, электронно-лучевая, лазерная, газовая.
Наибольшее практическое значение имеет дуговая сварка.
4.2.1. Сущность процесса дугоВой сварКи
При дуговой сварке источником теплоты является электрическая дуга. Выделяют несколько способов дуговой сварки. Различаются они по типу свариваемого материала, количества электродов, участвующих в процессе, способа включения электродов и заготовки в цепь электрического тока, а также по степени механизации процесса и по способу защиты дуги и расплавленного металла.
Сварочную дугу питают переменным или постоянным током. Если для питания дуги применяется постоянный ток, то сварку различают на прямой и обратной полярностях. В первом случае электрод подключают к отрицательному полюсу (катоду) источника питания, во втором к положительному полюсу (аноду).
Способы дуговой сварки:
с
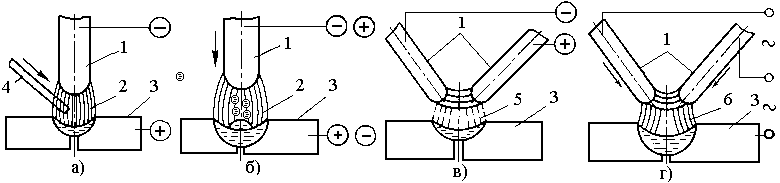 Рис.4.6.
Схемы дуговой сварки:
Рис.4.6.
Схемы дуговой сварки:1- электрод, 2 – дуга прямого действия, 3 – основной металл, 4 – присадочный материал, 5 – косвенная дуга, 6 – трехфазная дуга
варка неплавящимся электродом дугой прямого действия (рис. 4.6, а); в этом случае применяется графитовый или вольфрамовый электрод, а сварное соединение выполняется путем расплавления только основного металла (для пополнения сварочной ванны может использоваться присадочный металл);сварка плавящимся электродом дугой прямого действия (рис. 4.6, б); в этом случае применяется металлический электрод, а пополнение сварочной ванны жидким металлом осуществляется одновременным расплавлением электрода и основного металла, которые соединяются в цепь электрического тока на прямой или обратной полярностях;
сварка косвенной дугой (рис. 4.6, в); в этом случае дуга горит между двумя, как правило, неплавящимися электродами; при этом сварное соединение выполняется за счет расплавления теплотой дуги только основного материала (применяется в основном для сварки токонепроводящих материалов);
сварка трехфазной дугой (рис. 4.6, г); в этом случае дуга горит между двумя, как правило, плавящимися электродами, а также между каждым из электродов и основным металлом; применяется для сварки высоколегированных плохосваривающихся сталей, т.к. является самым мощным способом генерации тепла столба дуги.
Возможность применения дугового разряда для расплавления металлов была указана русским физиком В.В. Петровым, который еще в 1802 году открыл явление электрической дуги. Впервые практически применил дугу для целей сварки русский инженер Н.Н. Бенардос, который в 1882 г. предложил способ соединения металлических частей с помощью электрической дуги, горящей между неплавящимся угольным электродом и свариваемым изделием. Русский инженер Н.Г. Славянов в 1889 г. усовершенствовал процесс сварки, предложенный Н.Н. Бенардосом, заменив неплавящийся угольный электрод плавящимся металлическим. Совершенствование предложенных способов дуговой сварки идет по двум направлениям: изыскание средств защиты и металлургическая обработка металла сварочной ванны и автоматизация процесса.