4.2.3. Источники питания сварочной дуги
Для питания сварочной дуги требуется источник тока, удовлетворяющий ряду требований. Он должен иметь достаточно высокое напряжение холостого хода, т. е. обеспечивать напряжение между электродом и изделием, достаточное для легкого возбуждения дуги, но не превышающее 80 … 90 В, что определяется нормами безопасности труда. Источник должен обладать достаточной мощностью для выполнения определенных сварочных работ. Сварочный источник не должен выходить из строя в режиме короткого замыкания, поскольку этот режим всегда имеет место при сварке. Он должен иметь устройство для возможности плавного регулирования сварочного тока, обладать хорошими динамическими свойствами, т. е. обеспечивать быстрое восстановление режима после коротких замыканий и устойчиво работать на заданном режиме.
И
Рис.
4.9. Основные типы внешних
характеристик источников питания
для дуговой сварки:
1- крутопадающая,2- возрастающая,3– жесткая.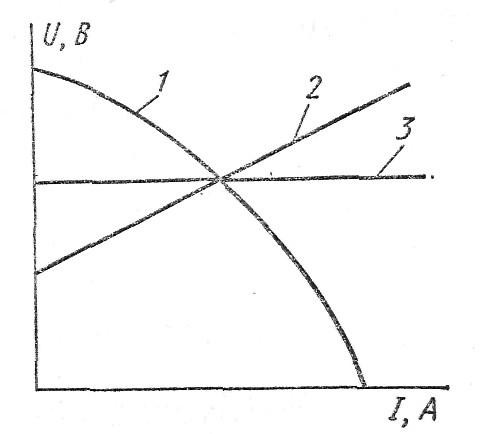
Р
Рис.
4.10. Внешние характеристики источника
питания (I) и статическая
характеристика дуги (II).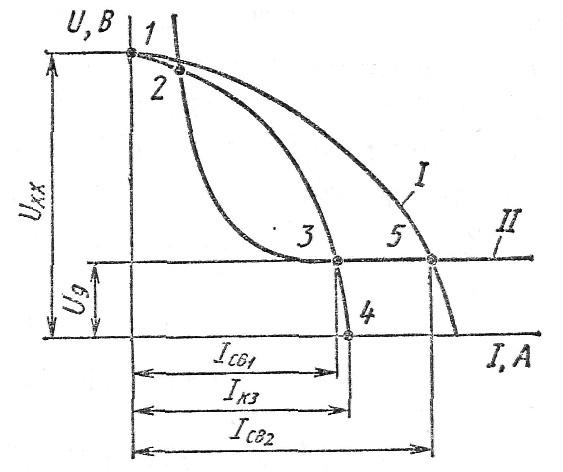
В точках 2 и3 вольтамперные характеристики источника и дуги пересекаются. Это означает, что ток, протекающий через дугу, равен току, протекающему через источник, а напряжение на электродах равно напряжению на клеммах источника. Иначе говоря, равенство токов и напряжений определяет условие энергетического равновесия системы. Устойчивое равновесие эта система имеет только в точке3, координаты которой и определяют режим горения дуги (IСВUд).
Для того чтобы изменить режим сварки, например увеличить сварочный ток, конструкцией источника предусматривается возможность изменения (регулирования) положения кривой ВАХ. Так, для увеличения сварочного тока до значения IСВ2ВАХ изменяют так, чтобы точка пересечения5 со статической характеристикой дуги оказалась в области больших токов.
В большинстве случаев сварки используют однопостовые источники, рассчитанные на питание только одной сварочной дуги. Для питания дуги постоянного тока могут быть использованы сварочные генераторы с приводом от электродвигателя или от двигателя внутреннего сгорания, а также полупроводниковые сварочные выпрямители.
Для питания дуги переменного тока применяют сварочные трансформаторы. По сравнению с источниками постоянного тока они просты по конструкции, проще в эксплуатации, долговечнее, имеют более высокий КПД. Однако источники постоянного тока предпочтительнее в технологическом отношении, обеспечивают более устойчивое горение дуги, лучшее отделение капли электродного металла и др., что и определяет необходимость их применения в тех или иных случаях.
В отдельных случаях целесообразно использовать многопостовые источники питания. Такие источники имеют жесткую внешнюю характеристику, а регулирование сварочного тока для каждого поста осуществляется путем включения последовательно с каждой дугой балластного реостата (активного сопротивления).
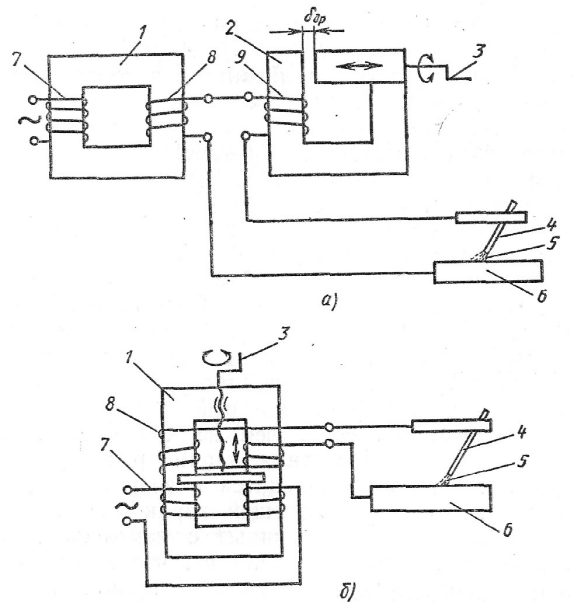
Крутопадающая характеристика сварочного источника переменного тока может быть получена за счет отдельной реактивной катушки (дросселя) с увеличенным индуктивным сопротивлением, включенной последовательно с дугой (рис. 4.11, а). Регулирование величины воздушного зазора в магнитопроводе дросселя δдр позволяет изменять индуктивное сопротивление и, следовательно, сварочный ток.
Более совершенной является конструкция сварочного трансформатора, в котором первичная и вторичная обмотки размещены на одном общем сердечнике, но расстояние между обмотками можно изменять, за счет чего достигаются изменение магнитного рассеяния и регулирование сварочного тока (рис. 4.11,б).
Источники с
крутопадающей ВАХ используют при ручной
дуговой сварке. При такой форме ВАХ
источники имеют достаточно в
Рис.
4.11. Схемы питания сварочной дуги:
а- от трансформатора с отдельной реактивной
катушкой (дросселем),б-от
трансформатора с подвижными обмотками:1- сердечник трансформатора,2- сердечник дросселя,3- рукоятка
регулирования,4- электрод,5-
дуга,6- изделие,7- первичная
обмотка,8- вторичная обмотка,9- обмотка дросселя.