

3.3.4. Ковка
Ковка является одним из важнейших способов получения заготовок в машиностроении. Эти заготовки называют коваными поковками, или просто поковками. Ковкой получают разнообразные по форме и размерам поковки массой от 0,1 кг до 300 тонн. При последующей обработке на металлорежущих станках из поковок получают готовые изделия. Исходными заготовками для ковки являются металлические слитки и прокат. Особенностью ковки является нагрев заготовки перед ее деформированием.
Ковка заключается в формоизменении нагретой заготовки рабочими поверхностями универсального инструмента (бойками) при свободном течении металла в стороны. Ковкой изменяют конфигурацию заготовки за счет многократного последовательного воздействия бойками на отдельные ее участки, в результате чего заготовка, деформируясь, постепенно приобретает заданную форму и размеры.
Воздействие на заготовку может быть ударным, если она обрабатывается на молоте, или статическим – при обработке на прессе.
Для выполнения операций ковки используют основной технологический, поддерживающий (вспомогательный) и контрольно-измерительный инструменты. К основному инструменту относят бойки (плоские и вырезные), топоры, раскатки, прошивни, оправки, подкладные штампы и т.п. Поддерживающий инструмент- это клещи, патроны, консольные поворотные краны, ковочные манипуляторы. Контроль размеров поковок осуществляют с помощью линеек, штангенциркулей, скоб, шаблонов и т.п. Используемые для ковки инструменты считаются универсальными по той причине, что они оказываются пригодными для изготовления различных по конфигурации поковок.
Хотя ковка и уступает горячей объемной штамповке по производительности и точности поковок, однако имеет свою рациональную область применения. Это прежде всего выпуск малых серий поковок небольшой и средней массы (100…200 кг), когда изготовление дорогостоящих штампов для горячей объемной штамповки экономически нецелесообразно. В таких случаях более экономична ковка на молотах универсальным инструментом - бойками. Крупные поковки (особенно массой десятки и сотни тонн) удается изготовлять только ковкой на гидравлических прессах. В общем выпуске поковок, производимых в нашей стране, в среднем 30% приходится на кованые поковки, а 70% - на штампованные. Однако, например, в тяжелом машиностроении число кованых поковок достигает 70%.
3.3.4.1. ОСНОВНЫЕ ОПЕРАЦИИ КОВКИ
Ковка может быть машинной на молотах и прессах и ручной. Ручная ковка применяется для изготовления художественных изделий, а также используется в ремонтном деле для мелких работ.
Процесс ковки состоит из чередования в определенной последовательности основных и вспомогательных операций.
Операция – это часть технологического процесса, которая выполняется на одном рабочем месте с использованием определенной группы инструмента и включает в себя последовательность действий над заготовкой с целью получения поковок требуемой формы и заданных свойств. Операция состоит из серии переходов. Переход – это часть операции, в процессе которой обрабатывается один участок заготовки одним и тем же инструментом на одном рабочем месте.
Т
Рис.
3.42. Схема осадки
Осадка —операция, заключающаяся в увеличении площади поперечного сечения заготовки при уменьшении ее высоты (рис. 3.42). Осадку производят бойками или осадочными плитами. Для получения качественной поковки рекомендуется исходную цилиндрическую заготовку выбирать с отношением ее высотыhзагк диаметруdзагне более 2,5, во избежание возможного продольного искривления изделия. Торцы заготовки должны быть ровными и параллельными. Разновидностью осадки являетсявысадка, при которой металл осаживают лишь на части длины заготовки 1 за счет использования подкладного инструмента 2, в результате чего формируется местное утолщение поковки (рис. 3.43).
П
Рис.
3.43. Схема высадки
1-
заготовка; 2- подкладной инструмент
Рис.
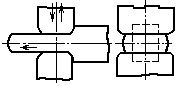
3.44. Схема протяжки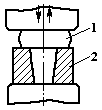
П
Рис.
3.45. Ковка в вырезных бойках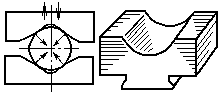
Деформация при протяжке выражается величиной уковки, и характеризуется отношением площади поперечного сечения исходной заготовки FHк площади конечного поперечного сеченияFK.
У= FH/FK
Чем больше уковка, тем лучше структура металла и выше его механические свойства. Поэтому протяжку применяют не только для получения поковок требуемой формы, но и для повышения качества металла.
Существует ряд разновидностей протяжки.
Р
Рис.
3.46. Схема разгонки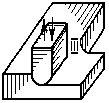
П
Рис.
3.47. Схема протяжки на оправке: 1-
оправка; 2,3- бойки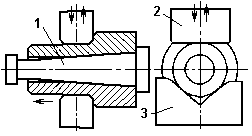
Р
Рис.
3.48. Схема раскатки:
1-
заготовка; 2 оправка; 3- люнет; 4- боек
Рис.
3.49. Схема глухой прошивки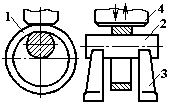

П
Рис.
3.50. Прошивни
Рис.
3.51. Схема прошивки отверстия:
1-
поковка; 2- подкладное кольцо; 3- отход
металла

О
Рис.
3.52. Схема отрубки
Г
Рис.
3.53. Топоры
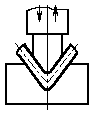 Рис.
3.54. Схема гибки
Рис.
3.54. Схема гибки
Скручивание —операция, в ходе которой обеспечивается поворот одной части заготовки относительно другой на заданный угол вокруг продольной оси (рис. 3.55). Скручивание применяется при изготовлении коленчатых валов, сверл и т. п. При скручивании используют ключи, воротки, лебедки, кран-балки.
С
Рис.
3.55. Схема скручивания
Рис.
3.56. Схема сварки

Ш
Рис.
3.57. Схема штамповки в подкладных штампах
При изготовлении конкретной детали операции ковки чередуются в определенной последовательности.
Примером работ, выполняемых свободной ковкой, служит ковка рычага с вилкой (рис. 3.58, а).
Заготовкой для ковки служит пруток прямоугольного сечения. Нагретую заготовку протягивают на прямоугольник требуемого размера, после чего трехгранными призмами ее надрубают (рис. 3.58, б).
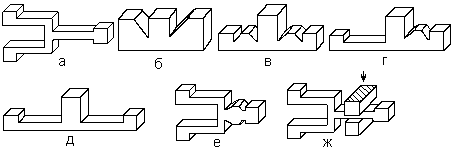
Рис. 3.58. Последовательность ковки рычага с вилкой:
а- деталь, б- надрубка, в, г, д - протяжка и надрубка, е- гибка, ж- протяжка
Протянув концы заготовки до толщины головки, делают новые надрубки (рис. 3.58, в), и протягивают каждый конец до требуемого размера (рис. 3.58, г, д).Далее заготовку изгибают и, заложив в середину вилки вкладыш, выглаживают ее. Затем надрубают конец вилки (рис. 3.58, е) и протягивают призмой (рис. 3.58, ж).После этого придают окончательный вид концу вилки с тем, чтобы получить заданную форму поковки.
3.3.4.2. Оборудование для ковки
Операции ковки выполняют на ковочных молотах и ковочных гидравлических прессах.
Молоты — машины ударного действия, в которых деформирование металла заготовки происходит за счет кинетической энергии подвижных частей, накопленной к моменту соударения с заготовкой. Скорость движения рабочего инструмента в момент удара составляет 3 … 8 м/с, время деформирования — сотые доли секунды. Основной характеристикой молота является масса подвижных (чаще всего пáдающих) частей.
В зависимости от типа привода молоты бывают пневматическими, паровоздушными, механическими, гидравлическими, газовыми, взрывными и др.
По принципу работы молоты бывают простого и двойного действия. У молотов простого действия привод служит только для подъема ударных (падающих) частей, а их движение вниз осуществляется под действием сил тяжести. Привод молотов двойного действия служит как для подъема ударных частей, так и для их движения вниз. Кинетическая энергия падающих частей молотов двойного действия вследствие этого больше, чем молотов простого действия, при одинаковых их массах.
Из приводных молотов наибольшее применение получили пневматические.Подвижными, или в данном случае пáдающими частями являются поршень, его шток и верхний боек. В пневматическом молоте подъем и опускание поршня, к штоку которого крепится верхний боек, совершается с помощью сжатого воздуха давлением 0,2 … 0,3 МПа. Сжатый воздух поступает в рабочий цилиндр от поршневого компрессора, приводимого в движение кривошипно-ползунным механизмом от отдельного электродвигателя. Рабочий и компрессорный цилиндры расположены на одной станине. Пневматические молоты имеют массу падающих частей 50 … 1000 кг и применяются для ковки мелких поковок (до 20 кг).
П
Рис.
3.59. Схема пневматического молота:
1-
рабочий поршень; 2- рабочий цилиндр; 3-
каналы; 4- компрессорный поршень; 5-
компрессорный цилиндр; 6- кривошипно-
ползунный механизм; 7- шабот; 8- подушка;
9- нижний боек; 10- верхний боек; 11-
шток; 12- электродвигатель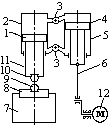
Ковочные пневматические молоты обладают следующими характеристиками: масса ударных частей составляет 50 … 150 кг, число ударов — соответственно 225 … 95 в мин. Применяют эти молоты для получения небольших поковок (0,5 … 20 кг) из сортового проката.
П
Рис.
3.60. Внешний вид пневматического молота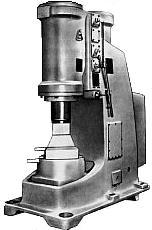
Внешний вид пневматического молота представлен на рис. 3.60.
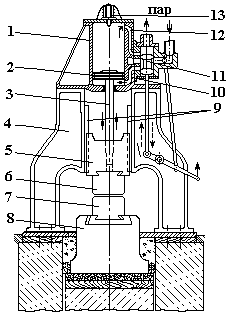
Основным видом молотов для ковки являются паро-воздушныемолоты двойного действия. Масса падающих частей таких молотов составляет 1000 … 8000 кг, а число ударов — соответственно 71 … 34 в мин. Данные молоты предназначены для изготовления средних по массе поковок (20 … 350 кг). Паро-воздушные молоты приводятся в действие паром, поступающим по трубопроводу от котла под давлением 0,7 … 0,9 МПа, или сжатым воздухом, который подается от компрессора под давлением до 0,7 МПа. По типу станин паро-воздушные молоты бывают одно- и двухстоечными. Двухстоечные молоты выпускаются арочного и мостового типов.
С
Рис.
3.62. Внешний вид паро-воздушного ковочного
молота
Рис.
3.61. Схема паровоздушного ковочного
молота двойного действия:
1-
рабочий цилиндр; 2- поршень; 3- шток;
4- станина; 5- баба; 6- верхний боек; 7-
нижний боек; 8- шабот; 9- направляющие
станины; 10 – тяга; 11- парораспределительное
устройство; 12- паропровод; 13- предохранитель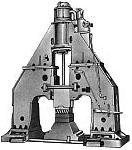
М
Рис.
3.63. Схема гидравлического ковочного
пресса:
1-возвратные
цилиндры; 2- возвратный плунжер; 3-
поперечина; 4- колонна; 5- рабочий
плунжер; 6- нижняя траверса; 7- рабочий
цилиндр; 8, 10- трубопровод; 9- верхняя
траверса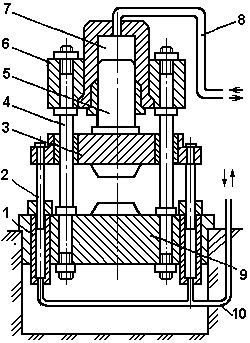
Гидравлические
прессы изготовляют с усилием от 2 … 150
МН. Они используются для получения
крупных поковок, а также при ковке
малопластичных высоколегированных
сталей и сплавов цветных металлов.
Гидравлические прессы работают со
значительно меньшими скоростями, чем
молоты. Скорость деформирования (движение
рабочего инструмента) не превышает 0,3
м/с (для сравнения - у молота 7 … 8 м/с). На
рис. 3.63 представлена схема гидравлического
ковочного пресса, а на рис. 3.64 его внешний
вид. Пресс состоит из нижней 9 и верхней
6 неподвижных т
Рис.
3.64. Внешний вид ковочного гидравлического
пресса
В состав гидропрессовой установки, кроме самого пресса, входит также насосная станция, сливной резервуар, аккумулятор жидкости высокого давления и гидрораспределители.
3.3.4.3. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА КОВКИ
Технологический процесс изготовления поковок представляет собой совокупность всех действий, направленных на получение поковок требуемой формы, размеров и качества металла. Он включает в себя ряд выполняемых в определенной последовательности операций, начиная от подготовки металла, предназначенного для ковки, и кончая отделочными операциями и контролем качества готовых поковок.
Типовая схема технологического процесса изготовления поковок показана на рис. 3.65.
Подготовка металла к ковкезаключается в контроле его качества и удаления дефектов.
Качество поковок, а, следовательно, и будущих деталей во многом зависит от качества исходных заготовок. Незамеченные дефекты на исходном металле переходят в поковку, что может в дальнейшем привести не только к браку продукции, но и выходу из строя машины, в которую была поставлена бракованная деталь.
З
Рис.
3.65. Схема технологического процесса
изготовления поковок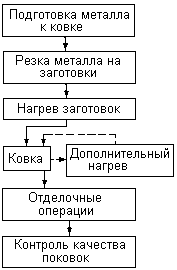
К дефектам слитков относят плены, трещины, газовые пузыри, неметаллические включения.
Плены - пленки окисленного металла, расположенного на поверхности слитка. Плены образуются при разливке стали в изложницы из-за ее разбрызгивания на стенки последней. Плены не свариваются с основным металлом ни при затвердевании слитка, ни при его ковке. Во время ковки плены могут попасть в тело слитка и привести к браку.
Трещины возникают при быстром охлаждении слитка, когда наружные его слои охладились, а внутренние имеют высокую температуру. Наружные слои из-за усадки металла стремятся к сжатию, но так как этому препятствуют внутренние слои, то в наружных возникают большие растягивающие напряжения, которые и могут вызвать разрушение металла.
Газовые пузыри образуются вследствие уменьшения растворимости газов с понижением температуры жидкого металла. Если скорость охлаждения слитка высокая, то растворенные в жидком металле газы не успевают выйти в атмосферу и часть их остается в затвердевшем металле, образуя в нем пустоты – газовую пористость. В микропорах металла может накапливаться водород под высоким давлением, что приводит к образованию внутренних надрывов (флокенов) в металле.
Неметаллические включения (шлаки, песчинки, куски огнеупоров и т.п.) служат концентраторами напряжений, снижающими механические свойства стали.
Катаные заготовки могут иметь следующие дефекты: риски, волосовины, закаты, плены, расслоения, инородные включения, флокены.
Риски – мелкие, глубиной 0,2…0,5 мм продольные царапины на поверхности, возникающие при прокатке металла валками.
Волосовины – тонкие трещины на поверхности, имеющие глубину 0,5…1,5 мм и направленные вдоль профиля. Возникают волосовины вследствие раскатки в длину подкорковых газовых пузырей слитка при прокатке металла.
Закаты – заусенцы, закатанные в виде диаметрально противоположных складок глубиной более 0,5 мм. Проявляются они вследствие образования заусенцев на профиле в промежуточной стадии прокатки (по причине изнашивания ручьев прокатных валков) и вдавливания этих заусенцев в металл при дальнейшей прокатке.
Плены – отслаивающиеся с поверхности заготовок пленки толщиной до 1,5 мм, которые образуются при прокатке слитков. При обработке поковок плены внедряются в их поверхность.
Расслоения – вытянутая на значительную длину при прокатке слитка усадочная раковина или рыхлость.
Инородные включения – попавшие в жидкую сталь шлаки, песок, обломки огнеупоров. Они понижают прочность металла и могут привести к поломке инструмента при его обработке.
Флокены – скопления мельчайших извилистых трещин или пятен серебристо-белого цвета. Детали при наличие флокенов растрескиваются при термообработке.
Внешние дефекты металла в зависимости от их глубины, размеров и формы удаляются вырубкой зубилами, зачисткой шлифовальными кругами, бесцентровым шлифованием, токарной и газопламенной обработкой.
Разделка металла на заготовкиможет осуществляться непосредственно на ковочном оборудовании, т.е. быть одной из ковочных операций. Однако металлургические предприятия поставляют заготовки в виде прокатанных профилей длиной до 6 метров, по этой причине разделку прокатанного металла на заготовки под ковку обычно осуществляют на заготовительных участках кузнечно-штамповочных цехов.
Способ разделки исходных прутков выбирают, исходя из марки сплава, серийности производства, требований, предъявляемых к качеству торцов отрезаемых заготовок, и точности их размеров. В кузнечном производстве применяют следующие способы разделки металла на мерные заготовки: отрезка на пресс-ножницах, отрезка в штампах на прессах, ломка на холодноломах, резка на механических пилах, резка на токарно-отрезных станках, резка абразивными кругами, резка фрикционными пилами, резка электромеханической пилой, анодно-механическая резка, электроискровая резка, кислородная резка, плазменно-дуговая резка, отрубка и т.д.
Нагрев металла перед обработкойдавлением рассмотрен в отдельной главе данной работы.
Ковкаявляется основным элементом рассматриваемой технологической цепочки. Операции ковки приведены выше.
Отделочные операциивыполняются на завершающей стадии обработки поковок и служат для повышения их качества. Отделочные операции заключаются в термической обработке, очистке от окалины и исправлении дефектов поковок.
Термической обработкой называют операцию целенаправленного изменения структуры металла и его свойств путем нагрева до определенной температуры, выдержкой при этой температуре и его последующего охлаждения с заданной скоростью. Эта операция очень важна в технологическом цикле изготовления поковок и от правильности ее выполнения во многом зависят эксплуатационные качества деталей, а также их надежность.
Термическую обработку поковок выполняют с целью ликвидации внутренних напряжений, повышения пластичности металла в случае необходимости дальнейшей обработки поковок давлением в холодном состоянии, снижения твердости для повышения обрабатываемости поковок на металлорежущем оборудовании, получения необходимой структуры под окончательную термическую обработку, а также увеличения механической прочности деталей, если ковка является завершающей стадией технологии их производства.
Вид термической обработки, режим нагрева и охлаждения зависят от типа сплава, требований, предъявляемых к поковкам, а также целей термической обработки. В кузнечном производстве при изготовлении стальных поковок используют, в основном, один или два из четырех видов термической обработки, к которым относятся отжиг, нормализация, закалка и отпуск.
Окалина на поверхности поковок появляется в результате их нагрева и термообработки. Перед отправкой на механическую обработку или заказчику окалина должна быть удалена по следующим причинам.
Она является твердым веществом, по этой причине при обработке на металлорежущем оборудовании инструмент быстро изнашивается. Наличие окалины оказывает влияние на точность установки поковки на металлорежущих станках и точность получаемых деталей. Слой окалины затрудняет также обнаружение возможных поверхностных дефектов. Не очищенные от окалины поковки нельзя красить и наносить на них какие-либо покрытия, так как в последующем любые покрытия отлетают вместе с окалиной.
Для очистки окалины в кузнечном производстве используется галтовка на барабанах, дробеметная и дробеструйная очистка, травление в ваннах, а также очистка вручную металлической щеткой. Выбор способа очистки зависит от требований, предъявляемых к поверхности, серийности производства, а также формы и размеров поковок.
Галтовка на барабанах является наиболее дешевым способом очистки от окалины небольших по размерам и простых по форме поковок. Их загружают в корпус барабана цилиндрической формы вперемежку с гравием и другими, смягчающими удары, материалами. При вращении барабана окалина вследствие соударения поковок удаляется с их поверхности.
Наиболее универсальным способом очистки поковок от окалины является дробеметная очистка. Выполняется она на специальных установках и суть ее состоит в обработке поковок потоком стальной или чугунной дроби. Поток дроби обеспечивается вращающимся колесом с лопатками.
В отличие от дробеметных установок в дробеструйных аппаратах поток дроби разгоняется с помощью сжатого воздуха в специальных головках.
Химическое травление применяется для очистки поковок сложной формы с глубокими отверстиями, а также поковок особо ответственного назначения. Окисленный слой здесь стравливают в ванне с кислотой, после чего поковки промывают проточной водой.
Контроль качества продукции заключается в проверке соответствия показателей качества требованиям, установленным Государственными стандартами (ГОСТами), техническими условиями (ТУ) и другими документами.
3.3.4.3.1. ФАКТОРЫ, ВЛИЯЮЩИЕ НА ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС КОВКИ
При разработке технологического процесса ковки руководствуются некоторыми исходными данными, перечисленными ниже:
Требованиями, предъявляемыми к готовой поковке. Прежде всего, они определяются чертежом готовой детали с указанием материала и технических условий, что необходимо технологу для разработки чертежа поковки, выбора вида и размеров исходной заготовки, назначения последовательности операций ковки, а также термической обработки и метода контроля. Важно также знать условия работы детали в машине, чтобы технологический процесс обеспечил оптимальное расположение волокон металла в детали.
Условиями и возможностями производства. Эти данные устанавливают в соответствии с перечнем и техническими характеристиками (масса ударных частей молота, усилие пресса и др.) имеющегося на участке ковки деформирующего и нагревательного оборудования, кузнечного и измерительного инструмента, контрольных приспособлений, а также в соответствии с квалификационными характеристиками рабочих.
Программой производства, или количеством изготовляемых деталей в партии.
Эти сведения необходимы для выбора оборудования, инструмента и приспособлений.
Если количество изготовляемых поковок превышает многие сотни штук, масса поковок допускает их изготовление объемной штамповкой и в цехе имеется соответствующее по мощности оборудование и инструмент, то данную партию поковок следует изготовлять именно этим способом. Если количество поковок в партии исчисляется десятками, то их изготовление целесообразно осуществлять ручной или машинной ковкой. При необходимости получения крупных поковок (массой свыше 500 кг) единственным способом обработки заготовок давлением (независимо от серийности производства) является машинная ковка на молотах или прессах.
Если требуется изготовить партию из небольшого количества поковок и в дальнейшем повторение этого заказа не ожидается, то в этом случае разрабатывают наиболее простой и короткий технологический процесс, включающий использование универсального инструмента.
3.3.4.3.2. ПОСЛЕДОВАТЕЛЬНОСТЬ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА КОВКИ
После определения способа изготовления поковок технолог приступает к разработке технологического процесса. В наиболее общем случае его разрабатывают в следующей последовательности.
Разработка чертежа поковки.
Определение массы и размеров заготовки.
Определение вида, числа и последовательности кузнечных и штамповочных операций, выбор инструмента.
Определение массы падающих частей молота или усилия пресса, выбор типоразмера оборудования.
Определение температурного интервала и времени нагрева заготовок.
Первым этапом является разработка чертежа поковки.
С
Рис.
3.66. Разработка чертежа поковки:
1-
припуски; 2- напуски; 3- допуски
а
– чертеж детали (шестерни);
б-
чертеж поковки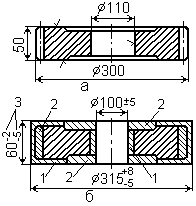
Допуск 3 представляет собой допустимое отклонение от номинального размера поковки, проставленного на ее чертеже, т. е. разность между наибольшим и наименьшим предельными размерами поковки. Допуск назначают на все размеры поковки.
Конфигурацию поковки часто упрощают за счет напусков 3 - слоя металла, добавляемого к поковке сверх припуска для упрощения ее формы и, следовательно, процесса ковки. Напуски удаляют последующей обработкой резанием. Припуски и допуски назначают по соответствующим таблицам ГОСТа. Эскиз поковки с нанесенным контуром детали и размерами приводят в технологической карте.
По чертежу поковки, определяют ее массу, а затем и вид исходной заготовки (слиток или прокат), ее массу и размеры. Затем производят выбор основных, вспомогательных, отделочных операций и их последовательности, а также основного и вспомогательного инструмента и приспособлений. По размерам заготовки и схеме переходов выбирают молот с необходимой массой ударных частей или пресс требуемого усилия.
Следующим этапом разработки технологического процесса является установление режимов нагрева заготовки и охлаждения поковки, выбор типов и размеров нагревательных устройств. Затем определяют состав рабочей бригады и нормы времени на ковку. По данным окончательно установленного технологического процесса определяют себестоимости поковок и получаемых из них деталей.
В заключение устанавливают методы контроля, разрабатывают мероприятия по организации рабочего места, охране труда и окружающей среды.
В некоторых случаях с целью установления наиболее рационального технологического процесса технологи разрабатывают одновременно несколько вариантов технологических процессов изготовления одной и той же детали. Разработанные процессы подвергают тщательному технико-экономическому анализу и выбирают из них оптимальный вариант.
Разработанный технологический процесс оформляется в виде документа, называемого технологической картой и являющегося основным производственным документом кузнечного цеха, дающим представление обо всех элементах технологического процесса и порядке его исполнения.