

2.8.2. Изготовление отливок в металлических формах под высоким давлением
Если в металлическую форму, которая носит специальное название - пресс-форма, подать расплав под высоким давлением до 490 МПа и поддерживать его до полной кристаллизации отливки, то получим процесс литья под высоким давлением. Давление обеспечивает быстрое и хорошее заполнение формы и высокую точность отливок. Принудительное питание отливок жидким металлом уменьшает возможность образования усадочных раковин и пористости и не требует установки прибыли. Ускоренная кристаллизация металла в металлической пресс-форме под давлением обусловливает образование мелкозернистой структуры отливки, которые часто не имеют припусков на механическую обработку и после удаления из формы являются практически готовыми деталями (после отделения остатков питателей и заливов). Шероховатость поверхности отливки зависит в основном от шероховатости поверхности пресс-формы и технологических режимов литья и составляет Rz=20 … 10 мкм. Этим способом можно получать отливки из алюминиевых, цинковых, магниевых и медных сплавов массой до 50 кг, с толщиной стенки менее 1 мм значительной площади и отверстиями более1 мм. Реже получают отливки из стали. Из-за высокой стоимости пресс-формы применяют только в массовом или крупносерийном производстве.
Быстрое заполнение пресс-формы (менее 1 с) и кристаллизация сплава нередко приводят к наличию в отливках газо-воздушной и часто усадочной пористости, что снижает пластические характеристики металла отливок, их герметичность, затрудняет термическую обработку, так как при нагреве отливки газы расширяются, отливка коробится и на ее поверхности появляются пузыри. Кроме того, габаритные размеры и масса отливок ограничены мощностью машины (усилием, развиваемым механизмом запирания). При литье под давлением применяют обычно пресс-формы с вертикальным разъемом, устанавливаемые на специальных машинах, в которых давление на расплав создается поршнем.
Поршневые машины
выпускают с горячей (рис. 2.46, в) или
холодной камерой сжатия (рис. 2.46, а, б),
расположенной горизонтально (рис. 2.46,
б) или вертикально (рис. 2.46, а). Горячая
камера находится непосредственно в
расплаве с низкой температурой плавления
(менее 500 С) на основе
цинка, олова или свинца. Холодная камера
вынесена за пределы расплава с повышенной
температурой плавления (более 500С)
на основе алюминия, меди, магния. На
машинах с вертикальной холодной камерой
сжатия расплав заливают в камеру сжатия.
Верхний поршень, опускаясь, давит на
расплав и на нижний поршень, который
при движении вниз открывает литниковый
канал (рис. 2.46, а). Расплав заполняет
полость пресс-формы, состоящей из двух
половинок. Объём расплава должен быть
больше полости формы, чтобы между верхним
и нижним поршнем создавался его избыток.
Давление в
Рис.
2.46. Схема литья под давлением:
а
- с вертикальной холодной камерой
сжатия, б - с горизонтальной холодной
камерой, в - с горячей камерой,
1
-верхний поршень, 2 - полость пресс-формы,
3 - литниковый канал, 4 - расплав, 5 - камера
сжатия, 6,7 - две половины пресс-формы, 8
- толкатели, 9 - отливка, 10 - нижний поршень,
11 - избыток металла, 12 - литник, 13 - чугунный
тигель, 14 - отверстие, 15 - камера сжатия,
16 - поршень, 17 - канал, 18 - мундштук, 19 -
пресс-форма, 20 - толкатели, 21 - форсунка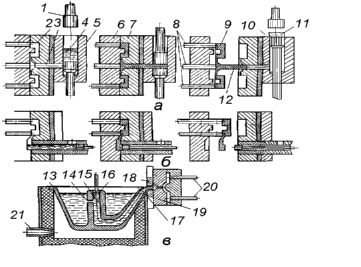
В случае горячей камеры сжатия чугунный тигель с расплавом подогревают (например, с помощью газовой форсунки) (рис. 2.46, в). Перед заполнением пресс-формы ее закрывают и мундштук тигля соединяется с литниковым каналом пресс-формы. При верхнем положении поршня через отверстия сплав заполняет камеру сжатия. При движении вниз поршень запрессовывает расплав в полость формы. После затвердения металла давление снимают, поршень движется вверх, форму раскрывают и отливку выталкивают толкателем. Применение горячей камеры обеспечивает повышение производительности и понижает расход металла на отливку. Однако приводит к быстрому изнашиванию поршня из-за его постоянного взаимодействия с расплавом. В холодной же камере износ поршня гораздо меньше, так как он меньше контактирует с расплавом.