

4.4. Физико - химические основы свариваемости
Современная техника располагает многочисленными видами сварки, в том числе разными способами дуговой сварки. Однако не все металлы образуют при сварке высококачественные, надежные сварные соединения.
Изменение или сохранение свойств металла при сварке вызывается комплексом одновременно протекающих процессов нагрева и плавления основного и присадочного металлов, кристаллизации металла шва и взаимной кристаллизации в зоне сплавления.
Свойство металла или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия, называют свариваемостью.
Признаком плохой свариваемости считается склонность свариваемых металлов к перегреву, образованию закалочных структур, охрупчиванию в зоне сварки, образованию трещин в металле сварного шва и переходной зоне, образованию других дефектов при сварке (пор, раковин, несплавлений и др.).
На свариваемость металлов влияют способ сварки, режим сварки, химический состав присадочного металла, тип сварного соединения, толщина свариваемых элементов, условия закрепления элементов соединения при сварке и др. Влияние факторов технологического характера на свариваемость металлов называют технологической свариваемостью.
В отличие от технологической свариваемости влияние химического состава и свойств свариваемого металла на их свариваемость принято считать физической свариваемостью.
По свариваемости металлы подразделяют на четыре группы: хорошо сваривающиеся, удовлетворительно сваривающиеся, сваривающиеся ограниченно и плохо сваривающиеся. При этом критерием оценки свариваемости считается склонность к образованию трещин и уровень механических свойств сварного соединения по сравнению с теми же свойствами основного металла.
К группе хорошо сваривающихся металлов относят такие, при сварке которых хорошее качество сварных соединений достигается применением режимов сварки в широких пределах, при любых температурах окружающего воздуха, без предварительного подогрева, без подогрева в процессе сварки и без последующей после сварки термической обработки, если она не предназначена для снятия напряжений.
Стали, которые входят в группу удовлетворительно сваривающихся, можно сварить только при температуре окружающего воздуха не ниже +5 °С. Требуемое качество сварных соединений достигается применением специальных электродов, флюсов и режимов сварки в узких пределах. Стали этой группы подвергают термической обработке до сварки и после сварки по режимам, которые зависят от марки стали и назначения свариваемого изделия. Для сварки элементов большой толщины из удовлетворительно сваривающихся сталей рекомендуется предварительный подогрев.
Ограниченно сваривающиеся и плохо сваривающиеся стали обладают склонностью к образованию трещин. При сварке этих сталей режимы сварки следует соблюдать в узких пределах; механические свойства улучшают соответствующим выбором электродов, присадочных материалов, флюсов; применяют предварительный и сопутствующий подогрев (для плохо сваривающихся сталей) и последующую после сварки термическую обработку. Сварка допускается только при положительных температурах окружающего воздуха.
Приближенный метод оценки свариваемости стали по ее химическому составу заключается в суммировании содержащихся в ней примесей и в сопоставлении полученной величины с процентным содержанием углерода в стали.
При суммарном содержании в стали примесей марганца, кремния, хрома и никеля меньше 1% сталь хорошо сваривается, если содержание углерода не превышает 0,25%; удовлетворительно - при 0,25 … 0,35% углерода; ограниченно - при 0,35 … 0,45% углерода и плохо - при содержании углерода свыше 0,45%.
При суммарном содержании указанных примесей 1 … 3% сталь сваривается хорошо при содержании до 0,20% углерода, удовлетворительно при 0,2 … 0,3%, ограниченно при 0,3 … 0,4% и плохо сваривается при содержании в стали более 0,4% углерода.
При суммарном содержании указанных примесей в стали свыше 3% сталь хорошо сваривается при содержании до 0,18% углерода, удовлетворительно при 0,18 … 0,28%, ограниченно при 0,28 … 0,38% и плохо, когда в стали более 0,38% углерода.
Одним из показателей плохой свариваемости является склонность к образованию трещин, представляющих собой местное разрушение сварного соединения. В зависимости от температурных условий, при которых возникают трещины, их подразделяют на холодные, образующиеся в сварных соединениях преимущественно при нормальной температуре, а иногда при температуре до 300 °С, и горячие, образующиеся в сварных соединениях при высоких температурах, близких к температуре плавления металла. Горячие трещины распространяются по границам зерен, холодные - пересекают эти границы.
Склонности металла шва к образованию горячих трещин способствуют сера, углерод, кремний, водород. На образование холодных трещин существенное влияние оказывает водород, скапливающийся в пустотах металла, а также толщина свариваемых элементов.
В
Рис.
4.32. Характер расположения трещин
относительно сварного шва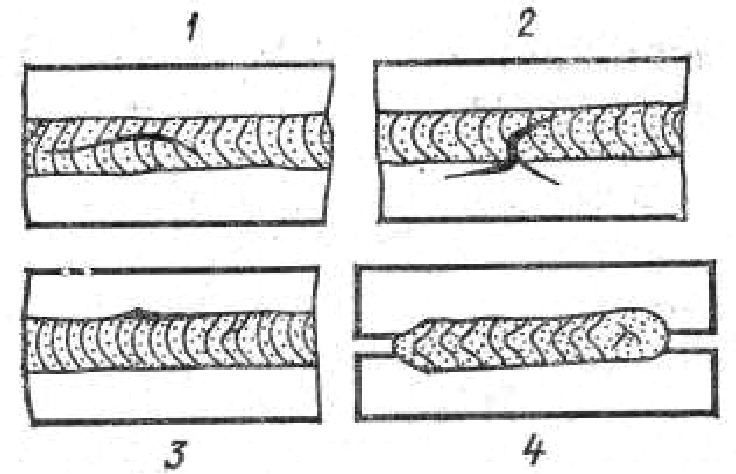
Примеси оказывают различное влияние на свариваемость сталей. Марганец не ухудшает свариваемости стали, если его содержание не превышает 0,3 … 0,8%. В средне-марганцовистых (1,8 … 2,5% Мn) сталях марганец повышает закаливаемость стали и склонность ее к образованию трещин при сварке.
Кремний не влияет отрицательно на свариваемость стали, если его содержание не превышает 0,3%. В обычных углеродистых сталях содержится не более 0,2 … 0,3%кремния. В специальных сталях содержание кремния достигает 0,8 … 1,5%.В таких количествах кремний затрудняет сварку из-за высокой жидкотекучести стали, легкой ее окисляемости и образования тугоплавких окислов.
Хром содержится в низкоуглеродистых сталях в количестве 0,2 … 0,3%, в конструкционных 0,7 … 3,5%, хромистых 12 … 18%, хромоникелевых 9 … 35%. Хромзатрудняет сварку, так как усиливает окисление металла, образует химические соединения с углеродом, повышает твердость металла в переходных зонах и т. п. Однако при правильном выборе режимов сварки, присадочных материалов, а также при соблюдении технологического процесса хром не влияет отрицательно на свариваемость стали.
Никель в низкоуглеродистых сталях содержится в количестве до 0,2 … 0,3%, в конструкционных 1 … 5%, в легированных 8 … 35%. Никель измельчает зерна, повышает пластичность сталей, не ухудшает их свариваемость.
Молибден при содержании в стали 0,15 … 0,8% затрудняет сварку, служит причиной образования трещин в сварном шве и переходной зоне, сильно окисляется и выгорает при сварке.
Вольфрам при содержании в стали 0,8 … 1,8% увеличивает твердость и работоспособность при высоких температурах, сильно окисляется при сварке, требует хорошей защиты от кислорода, затрудняет сварку.
Ванадий обычно содержится в сталях в количестве 0,2 … 0,8%, в штамповых сталях 1 … 1,5%, сильно окисляется, требует надежной защиты металла при сварке, затрудняет сварку.
Титан и ниобий содержатся в коррозионно-стойких сталях в количестве до 1%, не усложняют сварочный процесс и не ухудшают свариваемость стали.
Медь в специальных сталях находится в количестве 0,3 … 0,8%, улучшает ряд свойств стали (прочность, пластичность, ударную вязкость, коррозионную стойкость) и не ухудшает свариваемость стали.
Сера в стали в количествах, превышающих предельно допустимые, ухудшает свариваемость, вызывает появление горячих трещин.
Фосфор в стали в количествах, превышающих предельно допустимые, ухудшает свариваемость, вызывает появление холодных трещин.
Кислород содержится в сплаве в виде закиси железа, ухудшает свариваемость стали, снижая ее механические свойства.
Азот образует химические соединения с железом (нитриды) в металле сварочной ванны при ее охлаждении, что снижает пластичность стали.
Водород является вредной примесью в стали; скапливаясь в отдельных местах сварного шва, он образует газовые пузырьки, вызывает появление пористости и мелких трещин.