

3.3.2. Прессование
П
Рис.
3.32. Схема прямого прессования:
1-
пуансон; 2- контейнер; 3- заготовка; 4-
матрица
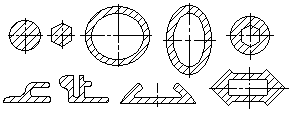
Рис.
3.31. Примеры прессованных профилей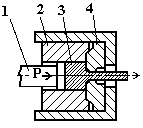
Прессование
называют также выдавливанием. Процесс
прессования, выполняемый по схеме,
представленной на рис. 3.32, называется
прямым. В этом случае направление выхода
металла через отверстие матрицы совпадает
с направлен
Рис.
3.33. Схема обратного прессования:
1-
упорная шайба; 2- контейнер; 3-
заготовка; 4-матрица; 5 пуансон
При обратном прессовании (рис. 3.33) металл заготовки 3 вытекает в направлении, обратном перемещению пуансона 5. Для этого матрицу 4 устанавливают в конце полого пуансона, а заготовку 3 помещают в глухой контейнер 2, запирают упорной шайбой 1 и при прессовании остается неподвижной. Трение металла о поверхность контейнера снижается, в связи с чем обратное прессование, которое называют еще встречным, требует меньших усилий.
П
Рис.
3.34. Схема прессования полых профилей:
1-
пуансон; 2- контейнер; 3- обойма; 4-
заготовка; 5- матрица; 6- игла
В
Рис.
3.35. Схема гидравлического прессования:
1-
крышка контейнера; 2–затвор; 3–
контейнер; 4- отверстие для нагнетания
жидкости; 5– заготовка; 6– жидкость; 7–
матрица; 8-уплотнения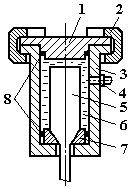
Исходной заготовкой при прессовании обычно является слиток или прокат. Для повышения качества поверхности изделия и снижения величины трения заготовку предварительно обтачивают на станке, а после нагрева поверхность очищают от окалины.
При прессовании металл подвергается всестороннему неравномерному сжатию. При такой схеме деформирования металл наиболее пластичен. Степень деформации при прессовании характеризуется коэффициентом вытяжки. Он определяется как отношение площади сечения заготовки к площади сечения прессуемого профиля. Вытяжка при прессовании составляет 10 … 50. Прессованием обрабатывают как пластичные, так и малопластичные сплавы: медные, алюминиевые, магниевые, титановые, углеродистые и легированные стали и т.п. Первые из них деформируют без нагрева, вторые в горячем состоянии.
Сортамент прессованных профилей очень разнообразен. Среди прочего таким способом изготавливают проволоку диаметром 5 … 10 мм, прутки диаметром 3 … 250 мм, трубы диаметром 20 … 400 мм со стенкой толщиной 1,5 … 12 мм, профили с полкой толщиной 2 … 2,5 мм и линейными размерами поперечных сечений до 200 мм.
К числу главных преимуществ, которыми отличается процесс прессования, следует отнести следующие.
Точность изделий выше, чем при прокатке, что позволяет использовать их без дальнейшей механической обработки.
Высокая производительность процесса (скорость выдавливания изделия из отверстия матрицы в некоторых случаях может достигать 20 м/с).
Возможность получения сложных профилей, которые невозможно получить другими видами обработки металлов давлением.
Прессованием можно обрабатывать такие сплавы, которые ввиду низкой пластичности другими видами обработки давлением деформировать невозможно или затруднительно.
Гибкость процесса и легкость переналадки на изготовление другого профиля, т.к. для этого требуется только замена матрицы.
Достаточно высокое качество поверхности при холодном прессовании, что позволяет отказаться от отделочных операций.
Прессование имеет и недостатки.
наличие отходов металла, так как весь он не может быть выдавлен из контейнера и в нем остается так называемый пресс-остаток, который после окончания прессования отрезается от полученного профиля. Масса пресс – остатка обычно составляет 8 … 12%, но в некоторых случаях может быть и очень большой. Так при прессовании труб большого диаметра масса пресс – остатка может достигать 40% массы исходной заготовки.
Большой износ инструмента, т. к. работает он в исключительно тяжелых условиях, испытывая кроме больших давлений действие высоких температур.
Высокая стоимость инструмента для прессования, т.к. изготавляют его из высококачественных инструментальных сталей и жаропрочных сплавов.