Потребность в продукции
Потребность в конечных изделиях возникает в основном из двух главных источников. Первым источником являются известные потребители, уже разместившие конкретные заказы. Сведения о таких потребителях предоставляет отдел сбыта компании; кроме того, источником подобных заказов могут быть и различные подразделения компании. Для этой группы заказов устанавливаются конкретные даты поставки, которые обязуется соблюдать исполнитель заказа. Подобные заказы не нуждаются в прогнозировании – их нужно просто накапливать. Вторым источником является прогнозируемая потребность. Потребность известных потребителей и прогнозируемая потребность объединяются и становятся входным параметром для составления основного плана производства.
Помимо закупок конечной продукции, потребители также заказывают определенные детали и компоненты (либо в качестве запчастей, либо для обслуживания и ремонта). Эти потребности в изделиях, менее сложных, чем конечный продукт, обычно не являются частью основного плана производства и они вводятся непосредственно в программу планирования материальных потребностей на соответствующих уровнях. Другими словами, они добавляются к основной потребности на данную деталь или компонент.
Файл "Список материалов"
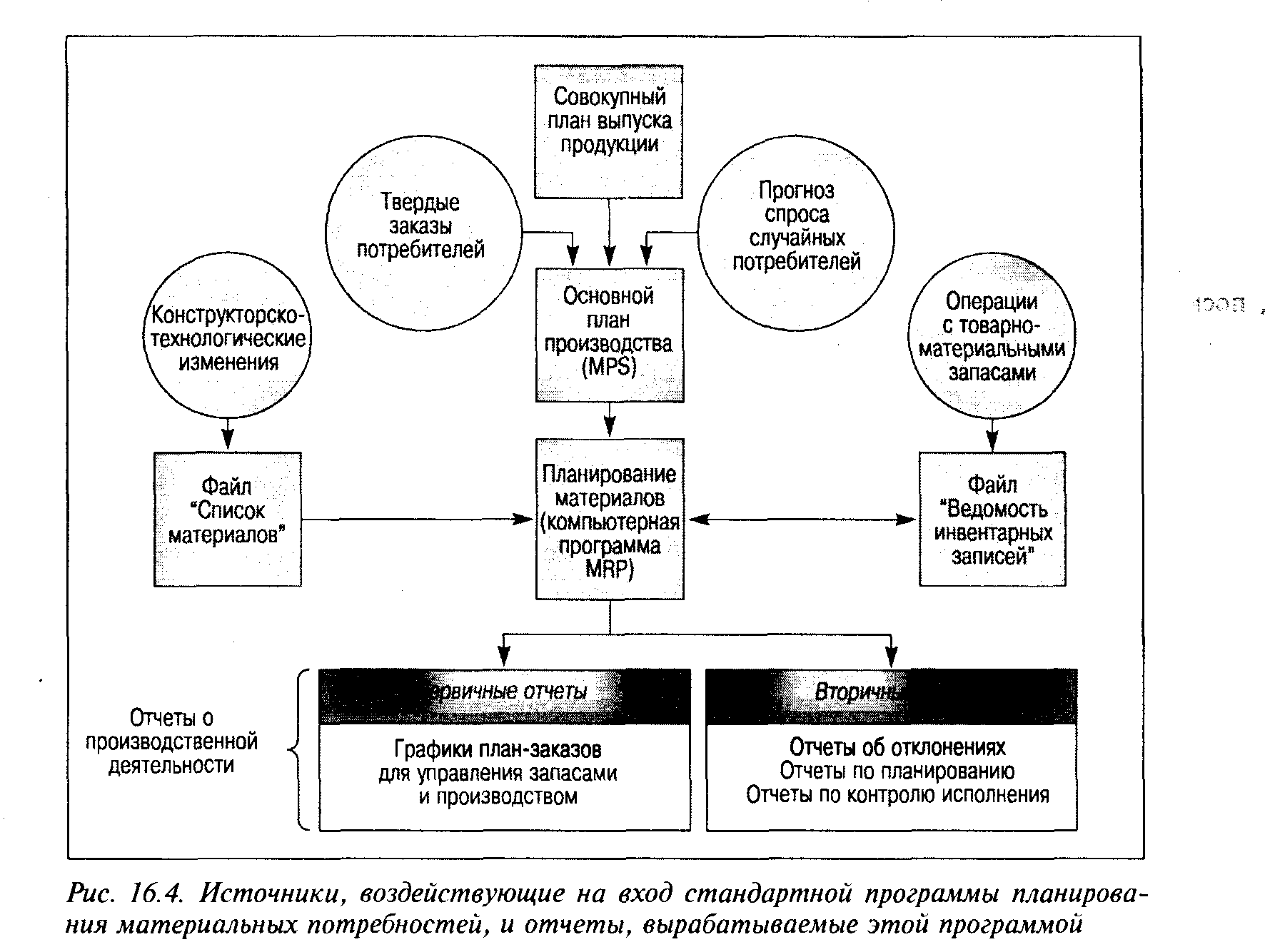
Файл "Список материалов" (ВОМ-файл) содержит полное описание продукта, указывая не только материалы, детали и компоненты, но и последовательность, в которой создается данный продукт. Этот ВОМ-файл является одним из трех основных источников данных для программы MRP. Другими двумя источниками являются основной план производства и файл "Ведомость инвентарных записей".
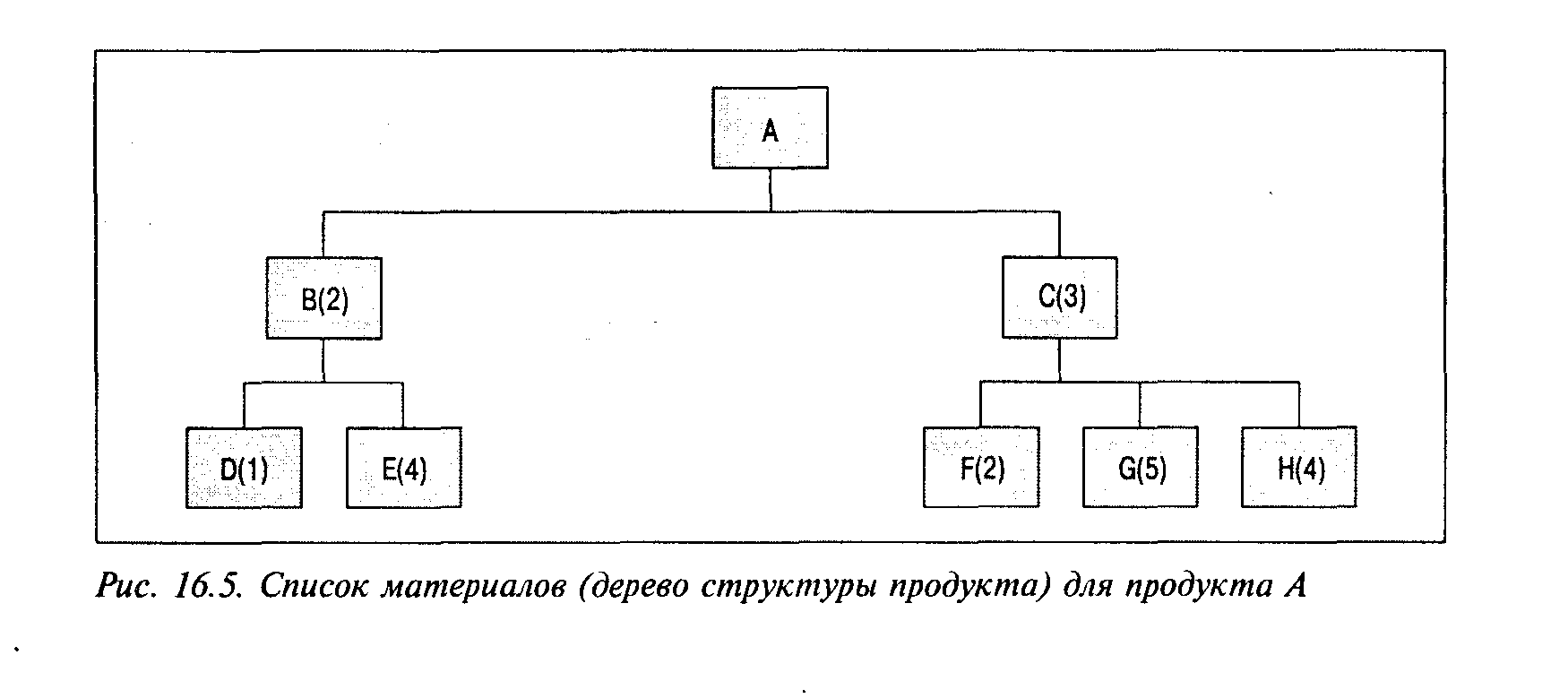
ВОМ-файл часто называют также файлом структуры продукта, или деревом продукта, поскольку он отображает последовательность создания соответствующего продукта. Он содержит информацию, позволяющую идентифицировать каждую деталь и количество этих деталей, используемое в узле, компонентом которого является эта деталь. Для иллюстрации рассмотрим продукт А, структура которого показана на рис. 16.5. Продукт А состоит из двух элементов В и трех элементов С. Элемент В состоит из одной детали D и четырех деталей Е. Элемент С состоит из двух деталей F, пяти деталей G и четырех деталей Н.
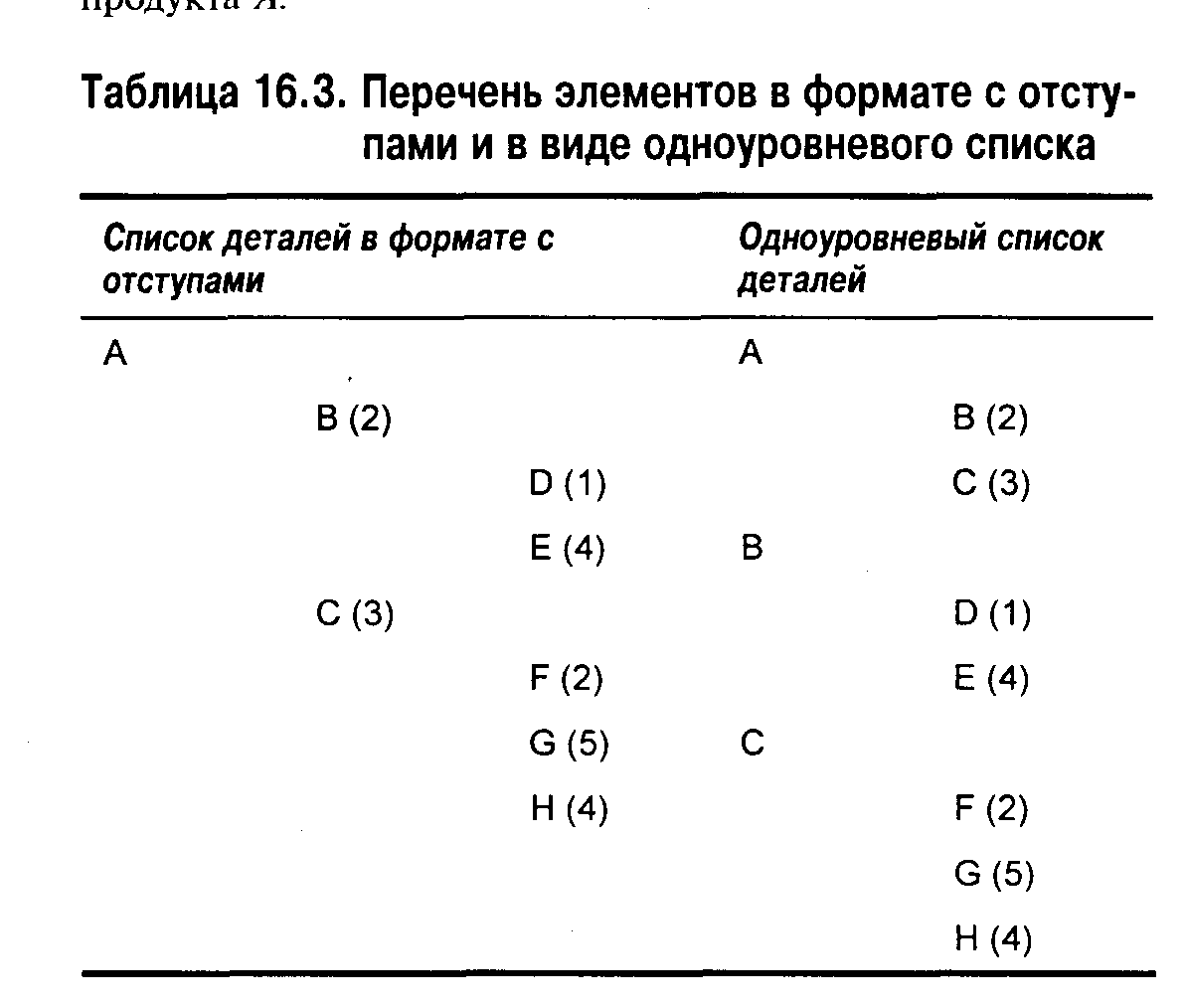
В прошлом файлы "Списка материалов" зачастую содержали перечень деталей, представленный в формате с многими отступами. Такой формат позволяет четко идентифицировать каждое изделие и узел и способ их объединения, поскольку каждый отступ обозначает переход к компоненту соответствующего изделия. Сравнение описания деталей, показанных в табл. 16.3 с отступами, со структурой продукта на рис. 16.5 демонстрирует удобство этих двух представлений. Однако с "компьютерной" точки зрения, хранение описания деталей в формате с отступами представляется весьма неэффективным. Действительно, чтобы вычислить необходимое количество изделий каждого вида на нижних уровнях дерева продукта, каждое изделие нужно в таком случае "развернуть" и просуммировать.
Более эффективно хранение описаний деталей в одноуровневом формате. Другими словами, описание каждого изделия или компонента хранится таким образом, что "виден" только узел, в который входит это изделие или компонент, а также их количество в составе одного такого узла. Такой подход позволяет избежать дублирования, поскольку каждый узел указывается в списке лишь один раз. В табл. 16.3 показан формат с отступами по сравнению с одноуровневым форматом для структуры продукта А.
В списке материалов используется также понятие "модульный список материалов", относящееся к сборочным изделиям, которые можно изготавливать и хранить как промежуточные узлы. Им также бывает стандартное изделие, не допускающее каких-либо изменений в рамках данного модуля. Планирование и управление производством многих достаточно крупных и дорогостоящих конечных изделий оказывается более эффективным, если рассматривать эти изделия как состоящие из модулей (или промежуточных узлов). Особенно удобно применять такие модули-узлы в планировании производства, когда одни и те же узлы используются для изготовления различных конечных продуктов. Например, изготовитель грузоподъемных кранов может по-разному комбинировать стрелы, трансмиссии и двигатели, идя навстречу пожеланиям конкретных потребителей. Использование модульного списка материалов позволяет упростить процесс планирования и управления, а также облегчить прогнозирование использования различных модулей. Другое преимущество применения модульных списков заключается в том, что, если один и тот же узел используется в ряде продуктов, появляется возможность минимизировать общие капиталовложения в создание запаса.
Плановый список материалов может включать детали с указанием дробных количеств. Например, в плановом списке может быть указано 0,3 детали. Это означает, что 30% производимых изделий содержат данную деталь, а 70% – нет.
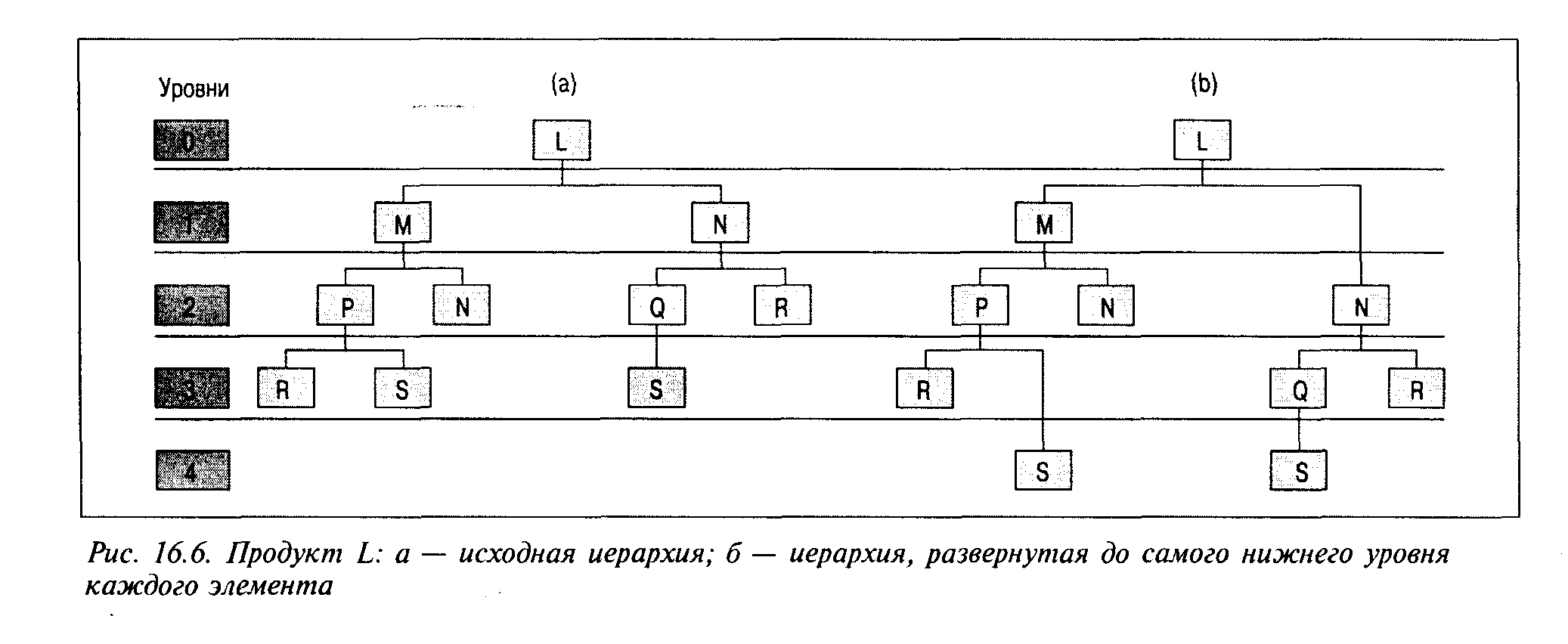
Кодирование нижнего уровня. Если все идентичные элементы оказываются на одном и том же уровне для каждого конечного продукта, можно достаточно легко вычислить общее число деталей и материалов, требующихся для изготовления продукта. Рассмотрим продукт L, показанный на рис. 16.6,а. Обратите внимание, что, например, элемент N используется как для изготовления L1, так и для изготовления L2. Таким образом, элемент N нужно понизить до уровня 2 (рис. 16.6, b), чтобы перенести все элементы TV на один и тот же уровень. Если все идентичные изделия поместить на один и тот же уровень, компьютеру остается лишь "пройтись" по каждому уровню и просуммировать количества требуемых изделий каждого вида.