Кружки качества
Кружки качества впервые появились в Японии и частично являются следствием недостатка специалистов в области качества. В основе кружков качества лежит идея, что качеством должны заниматься все (по крайней мере, все цеховые работники). Они олицетворяют собой командный подход к решению проблем – обязательный атрибут, необходимый для успешного внедрения УТК и системы «точно-вовремя».
Кружок качества представляет собой небольшую (5-15 человек) группу рабочих одного направления, которые регулярно встречаются, чтобы обсудить все, что касается качества и производительности, провести анализ и выработать решение.
В Японии такие собрания часто проводятся в неоплачиваемое внерабочее время, в других же странах такой метод обычно не проходит.
Подобно УТК, только в меньших масштабах, кружки качества могут потребовать существенной перемены взглядов и отношений. Цеховые рабочие, привыкшие считать качество сферой компетенции отдела технического контроля, а решение проблем – задачей менеджеров, нередко сопротивляются расширению своих обязанностей. С другой стороны, и руководству может быть нелегко делегировать часть полномочий и власти в цеха, но если этого не сделать, кружки качества потеряют всякий смысл – какой интерес будет рабочим выдавать предложения, если руководство все равно их отклонит? Для успешного внедрения требуется активная помощь управляющего состава фирмы в виде подготовки, технической поддержки, предоставления материалов и помещений, и конечно, желания осуществлять предложения рабочих или обоснованно объяснять, почему это невозможно.
Изначально кружки качества применялись на производстве, однако, как оказалось, отлично подходят и для развития навыков работы с клиентами в сфере обслуживания.
Начинать внедрение кружков качества следует с областей, где есть явный потенциал для улучшения, потому что успех на ранних этапах стимулирует участников кружков и убеждает руководство в полезности такой схемы. Некоторые компании, внедрившие у себя кружки качества, советуют ставить во главе каждой команды представителя управленческого звена, другие, наоборот, утверждают, что когда команда сама выбирает лидера и тем самым подтверждает свою независимость, повышаются участие и мотивация ее участников. Какой бы подход не использовался, глава команды должен обладать навыками лидера, уметь управлять людьми и обладать развитыми коммуникационными способностями. Остальные члены команды, возможно, будут нуждаться в обучении методам диагностики и решения проблем, а также таким приемам, как расчет себестоимости и основы инжиниринга. Важно, чтобы подготовка эта велась не насильственным образом, а по необходимости. Если лидер команды не является представителем руководства компании, необходимо создать процедуры доступа к вспомогательным службам (технологам, разработчикам, инспекторам отдела качества и т. д.).
Руководство должно определить для себя, когда нужно отвести группу от сферы с небольшим потенциалом или чрезмерными затратами, где вероятность успешного результата низка, и когда можно позволить ей работать независимо. Например, кружок качества может решить исследовать очевидно убыточный продукт, в то время как руководство уже решило прекратить его производство, но еще не готово огласить свое решение. Позволить команде продолжать работать в этом направлении значит потерять время и дождаться крушения иллюзий, перенаправить работу команды – вмешаться в ее деятельность. Иногда оказывается, что новые кружки качества нужно подтолкнуть к конкретным проблемам и даже показать им, какими методами следует пользоваться. Зрелым кружкам можно предоставить большую свободу действий.
Успех кружков качества, как и большинства работ, выполняемых группой людей, зависит от множества факторов, и основным из них зачастую является наличие в команде единства. На начальном этапе этому способствуют эффективное лидерство и убежденность в поддержке руководства, однако в дальнейшем все будет зависеть от наличия заметных успехов и их признания. Принудительно созданные кружки качества, которые должны собираться во внеурочное время, сопровождающиеся откровенным контролем со стороны менеджмента, гарантированно не будут работать. Но если позволить команде собираться в рабочее время без какого-либо надзора, то получится не что иное, как удлиненный перекур.
Диаграмма Исикава
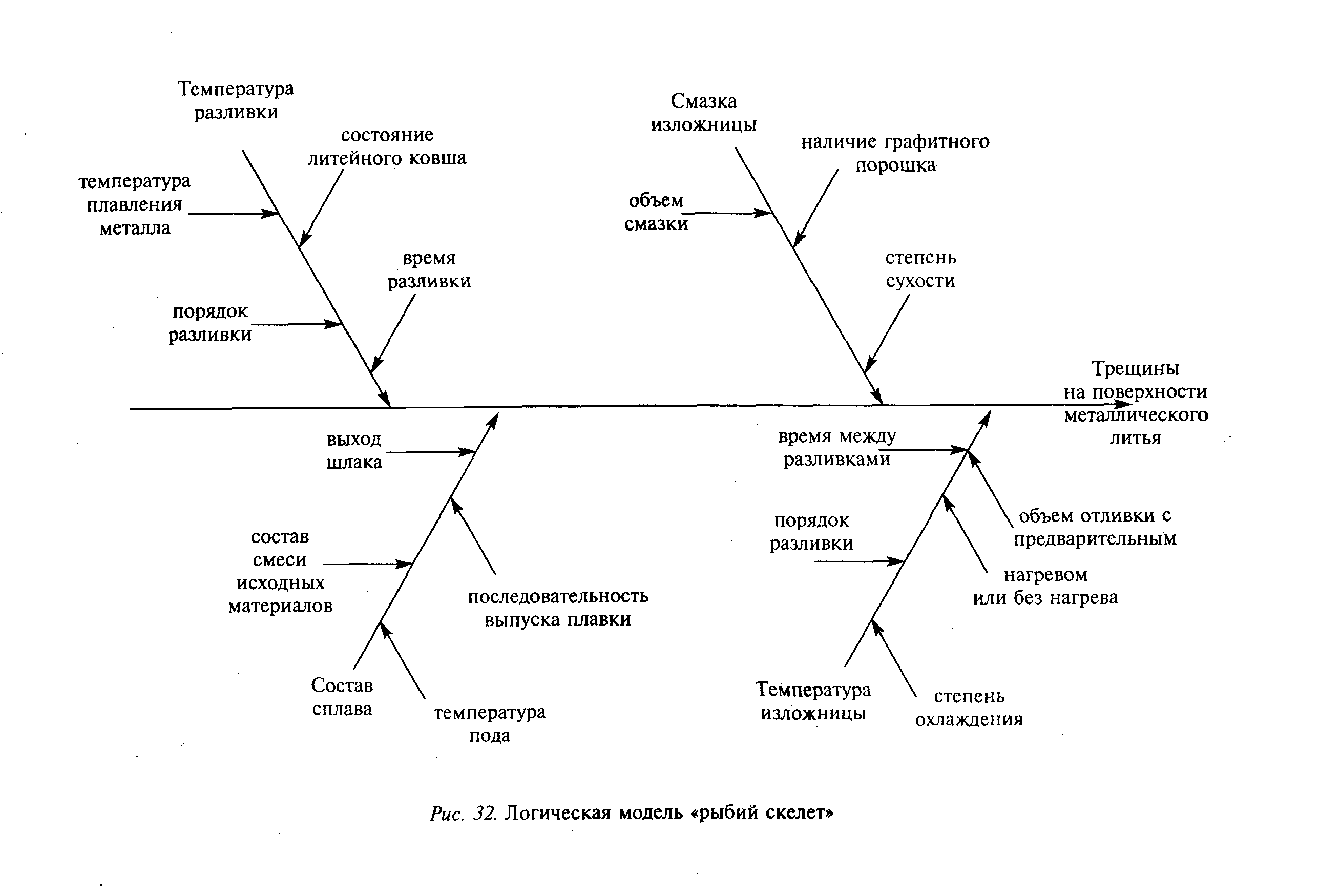
Часто при определении факторов, которые влияют на какой–нибудь результативный показатель, который характеризует качество, используют схемы Исикава. Иначе схему Исикава называют диаграммой причин и результатов, диаграммой «рыбий скелет». Она отображает логическую структуру отношений между элементами, этапами, работами, которые составляют исследуемый технологический процесс. Схема строится по принципу четырех компонентов, которые влияют на качество продукции: материал, машины, сырье, людей. При ее построении факторы располагаются за значимостью (ближе к цели строится более значимый фактор). При этом каждый фактор проходит свой цикл предыдущей обработки и может быть разбит на более мелкие или более детализированные схемы.
Операции, которые составляют обработку, показаны стрелками. Каждая стрелка соединена с оценками тех или других показателей. Например, изделие нагревается — возникает необходимость в контроле температурного режима. «Рыбий скелет» является инструментом логического решения задания.
Схема может применяться при анализе качества изделий в целом, а также отдельных этапов его изготовления. Она состоит из показателя качества, которое характеризует результат, и факторных показателей.
Построение диаграмм включает следующие этапы:
выбор результативного показателя, который характеризует качество изделия;
выбор главных причин, которые влияют на показатель качества, их необходимо поместить в прямоугольники («большие кости»);
выбор вторичных причин («средние кости»), которые влияют на главные;
выбор (описание) причин третичного порядка («мелкие кости»), которые влияют на вторичные;
ранжирование факторов за их значимостью и выделения наиболее важные.
Диаграммы причин и результатов имеют универсальное приложение. Да, они широко применяются при выделении наиболее значимых факторов, которые влияют, например, на производительность труда.
Отмечается, что количество существенных дефектов незначительно и вызываются они, как правило, небольшим количеством причин. Таким образом, выяснив причины появления немногочисленных важных дефектов, можно устранить почти все потери.