

Пример 2. Балансирование линии смешанной сборки
Чтобы представить себе, как оно осуществляется, предположим, что у компании по производству игрушек на производственной линии просверливают отверстия в раме тележки модели J и модели К. Время, необходимое для сверления отверстий для каждой модели, разное.
Примем, что последующие операции на линии окончательной сборки требуют одинакового количества рам тележки моделей J и К. Необходимо рассчитать такт производственной линии, обеспечивающий выпуск равного количества рам моделей J и К. Конечно, можно вначале несколько дней изготавливать рамы только для модели J, а затем – только для модели К, пока их не станет равное количество. Но в таком случае существенно увеличится незавершенное производство.
Если ставится задача снизить объем незавершенного производства, следует составить циклограмму чередования производства моделей J и К при условии изготовления равного количества рам обеих моделей.
Пусть продолжительность изготовления рам составляет для J – 6 минут, для K – 4 минуты. Рабочий день равен (8 часов х 60 мин) = 480 мин.
Решение
Составим уравнение затрат времени для производства рам J и K:
6J + 4K=480.
Поскольку необходимо выпускать одинаковые количества J и К, из этого уравнения находим: 48J и 48К в день или 6J и 6К в час.
Ниже в виде циклограммы приведен один из возможных способов согласования производства рам J и К.
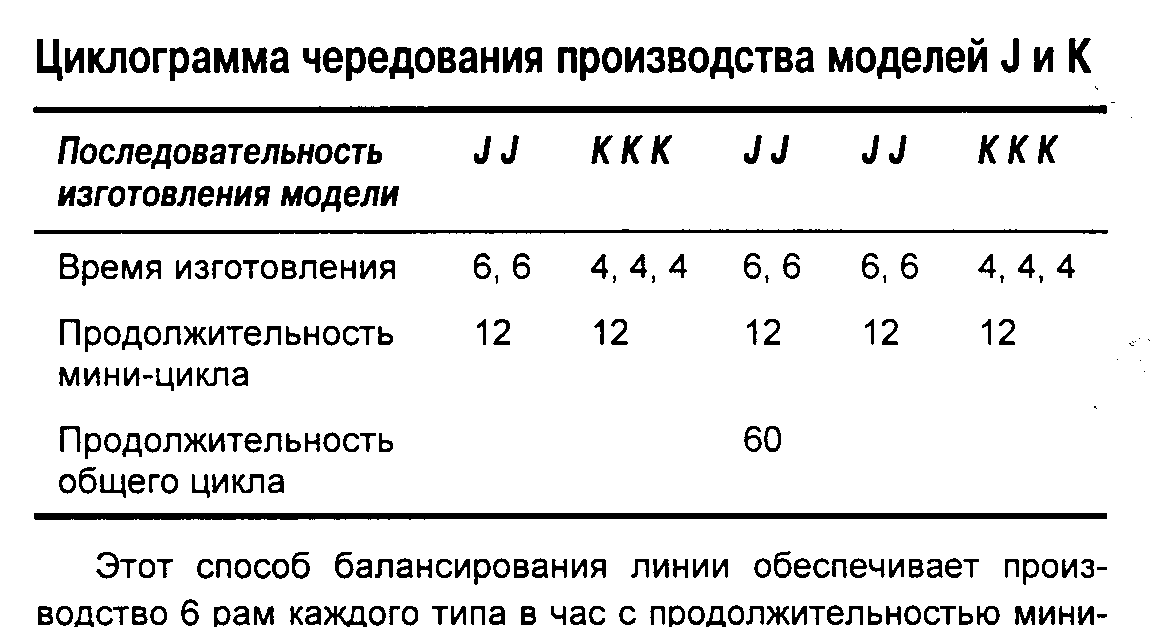
Этот способ балансирования линии обеспечивает производство 6 рам каждого типа в час с продолжительностью мини-цикла 12 минут.
Другой вариант балансирования: JKKJKJ с продолжитель-ностями 6, 4, 4, 6, 4, 6. Этот вариант позволяет производить 3J и 3К каждые 30 минут с длительностью мини-цикла 10 минут.
3. Размещение оборудования по принципу групповой технологии
При размещении оборудования по принципу групповой технологии, или формирования технологических ячеек, различное оборудование группируют в ячейки для выполнения операций с несколькими изделиями, однородными по конструктивно-технологическим признакам. В настоящее время этот принцип широко используется при металлообработке, производстве чипов для компьютеров и на сборочных работах. Наибольшие преимущества и выгоды от размещения оборудования по принципу формирования технологических ячеек получает производство, работающее по заказам, и мелкосерийное производство. К этим преимуществам относятся следующие:
1. Улучшение человеческих взаимоотношений. В состав ячейки входят несколько рабочих, которые образуют небольшую рабочую бригаду, выполняющую законченный блок работ.
2. Быстрое приобретение и накопление производственного опыта. Рабочие имеют дело с ограниченным числом разнотипных деталей. Поэтому благодаря частому повторению работ с одними и теми же деталями, рабочие быстро обучаются.
3. Уменьшение незавершенного производства и затрат на транспортирование материалов. Ячейка объединяет несколько производственных операций, поэтому детали в ней меньше задерживаются на обработке и не требуется их большого запаса.
4. Быстрая переналадка производства. Ограниченное количество видов выполняемых работ требует относительно небольшого комплекта необходимых инструментов, который можно быстро заменить при переходе на выпуск другой продукции.