

Расщепление рабочих операций
Часто наибольшая продолжительность элементов или рабочих блоков определяет такт производственной линии. Это время является нижним временным пределом, если только нет возможности расщепить рабочий блок или элемент на две или несколько частей.
Рассмотрим следующий пример. Предположим, поточная линия создается с продолжительностями элементов операций 40, 30, 15, 25, 20, 18, 15 с. Линия работает 7,5 часов в день и спрос на изделия 750 единиц в день.
Такт поточной линии при выпуске 750 изделий в день составляет (7,5 час х 60 мин х 60 с)/750 = 36 с. При таком такте к элементу с продолжительностью 40 с нельзя добавить какой-либо элемент, т.е. он будет самостоятельной операцией, причем со временем выполнения, превышающим такт. Как сбалансировать линию в таком случае? Основная проблема балансирования линии в этом примере связана с выполнением операции с 40-секундной продолжительностью. Существует несколько способов выполнения этой операции при требуемом такте, равном 36 с.
1. Расщепление операции. Нужно задаться вопросом: нельзя ли расщепить операцию на две таким образом, чтобы они представляли законченные блоки элементов, раздельно выполняемые на двух рабочих местах?
2. Разделение операции. Нужно проанализировать, нельзя ли каким-то образом разделить операцию так, чтобы часть работы выполнялась на соседнем рабочем месте? Способ отличается от расщепления тем, что соседнее рабочее место при этом действует как вспомогательная единица и не выполняет некоторые работы, необходимые для завершения операции в целом.
3. Использование параллельных рабочих мест. Можно установить на операции два рабочих места, которые будут работать параллельно.
4. Использование труда более квалифицированных рабочих. Поскольку время выполнения рассматриваемой операции превышает такт лишь на 11%, возможно, более квалифицированный рабочий сможет уложиться в 36 с.
5. Организация сверхурочной работы. При изготовлении одной единицы продукции за 40 с за день будет производиться 675 единиц, т.е. на 75 изделий меньше, чем требуется. Сверхурочное время, необходимое для изготовления дополнительных 75 единиц составит (75 х 40 с/60 с) = 50 мин.
6 Изменение конструкции изделия. Для небольшого снижения времени выполнения операции можно попытаться изменить конструкцию изделия.
Другие способы сокращения продолжительности операций включают: модернизацию оборудования, привлечение вспомогательного рабочего, обслуживающего поточную линию; замену материалов и привлечение рабочих, владеющих разными специальностями.
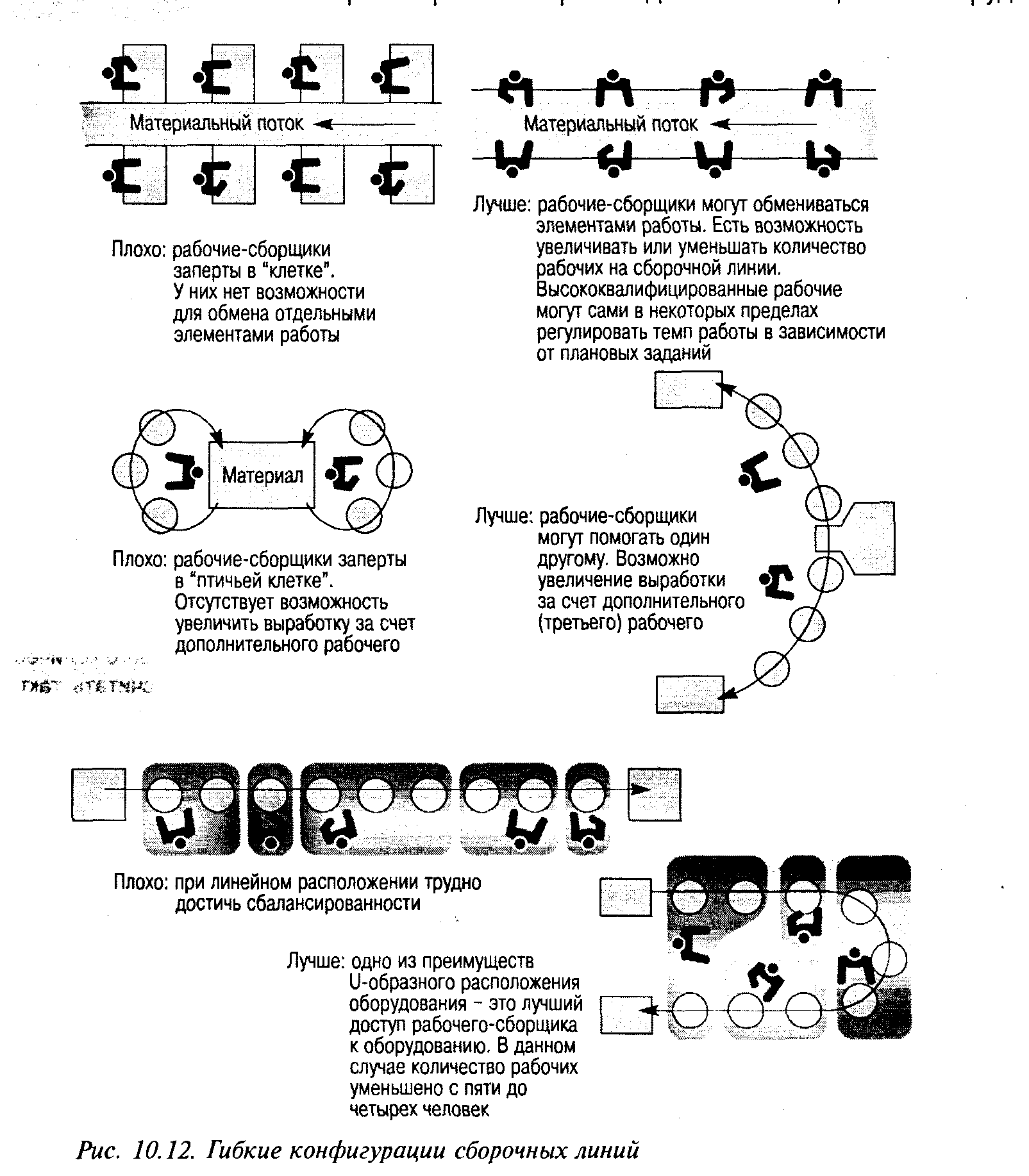
Гибкая конфигурация сборочной линии
Как мы видели в предыдущем примере, при балансировании поточной линии часто возникает проблема обеспечения равномерной загрузки рабочих мест. Общим способом решения подобных проблем являются использование гибких конфигураций сборочных линий, примеры которых показаны на рис. 10.12.
Балансирование линии смешанной сборки
Рассматриваемый ниже способ балансирования поточной линии сборки смешанной последовательности изделий (моделей), сокращенно "линии смешанной сборки", используют многие промышленные компании, внедрившие у себя систему JIT, например Toyota. Цель такой балансировки – удовлетворить изменяющийся спрос на различные изделия и не допустить образования больших запасов. Балансирование линии смешанной сборки включает разработку циклограмм производства различных изделий в течение дня или недели на одной и той же линии.