

Уважение к людям
Уважение к людям является определяющим моментом модернизации промышленности Японии. В Японии традиционно ставили акцент на пожизненном найме в крупных фирмах. Компании стараются поддерживать уровень заработной платы стабильным даже тогда, когда условия для бизнеса ухудшаются. Постоянные рабочие (а это около одной трети всех рабочих) имеют гарантию работы и большую уверенность, что они останутся работать в компании в любом случае. Поэтому они делают все, от них зависящее, чтобы помочь компании в достижении ее целей. (Недавний экономический спад в Японии заставил многие японские компании отойти от этой практики.
В Японии для создания благоприятного климата взаимоотношений работников с руководством компании существуют профсоюзы компаний. При благоприятной экономической ситуации все работники два раза в год получают бонусы (премии). Сотрудники понимают, что при хорошем положении дел в компании они получат бонус. Это стимулирует рабочих повышать производительность. Руководство считает рабочих ценным фондом компании, а не просто одушевленными машинами. Автоматизацию и роботизацию широко используют для выполнения монотонных и рутинных видов работ, а высвобождаемые в результате этого работники концентрируют свои усилия на важных задачах совершенствования процессов.
В Японии важную роль играет сеть субподрядчиков. Природа японских специализированных заводов отличается небольшой вертикальной интеграцией. Больше 90% всех японских компаний образуют снабженческую сеть. Некоторые поставщики являются профессионалами в узкой области обслуживания многочисленных потребителей. Другой, более распространенный, тип поставщи-. ков — это поставщики единичного ресурса. Такой поставщик производит небольшой комплект деталей для отдельного потребителя. Соответственно взаимодействие между поставщиками и потребителями основано на долгосрочных партнерских отношениях. Поставщики считают себя членами семьи (сообщества) потребителей.
Японские фирмы используют стиль управления "снизу-вверх" (A Bottom-Round Management), приходя к консенсусу с помощью комитетов, групп, команд и бригад. Такой процесс принятия решений медленный, но позволяет достичь консенсуса (но не компромисса), привлекая заинтересованные стороны и находя необходимую информацию, а также дает возможность принимать решение на самом низшем уровне. В отличие от своих коллег в США, японские топ-менеджеры принимают очень мало оперативных решений, а концентрируют свои усилия на стратегическом планировании. Эта система эффективна на небольших специализированных предприятиях Японии.
3. Требования к системе jit
Этот раздел посвящен обсуждению модели создания системы организации производства "точно в срок", показанной на рис. 6, а также способов ее реализации. Все затрагиваемые положения рассматриваются применительно к производственным системам с повторяющимися процессами. Необходимо учитывать, что все элементы системы JIT взаимосвязаны: любые изменения в одной части производственной системы оказывают влияние на другие характеристики системы.
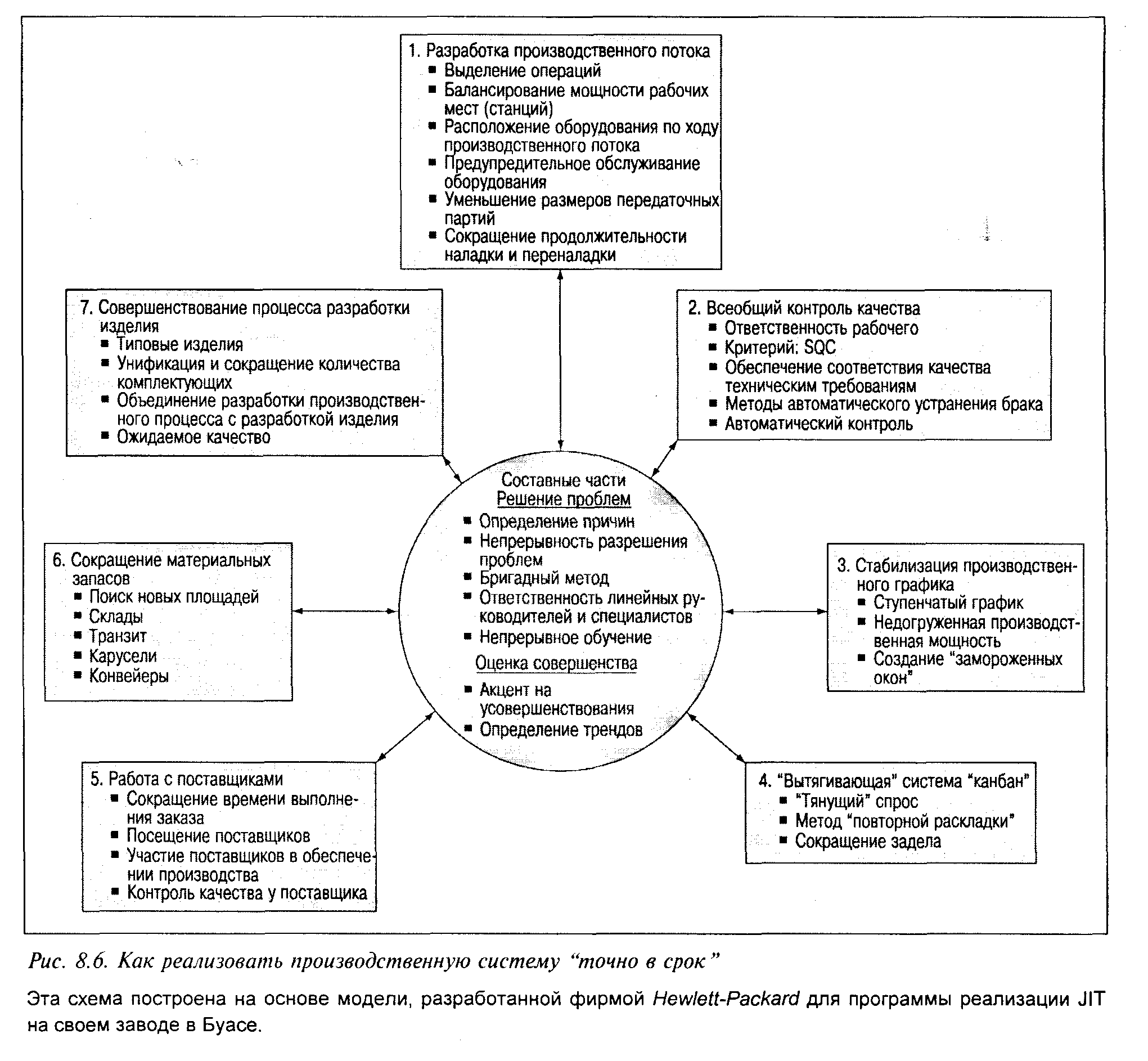
Рис. 6. Реализация модели
Размещение оборудования и планирование потоков в системе JIT
Для обеспечения равномерного трудового процесса и минимального количества промежуточных материальных запасов (заделов) производственная система JIT требует правильного размещения станочного оборудования. Каждое рабочее место является частью поточной линии, независимо от того, существует материально данная линия или нет. Сборочные линии реализуются с использованием основной логической концепции JIT, т.е. поставщики связаны с ними через "вытягивающую" систему. При разработке проектировщик системы должен учитывать также связь внутренних и внешних элементов логистической системы с расположением оборудования.
Особое значение в плане обеспечения непрерывности потоков и бесперебойной работы оборудования придается предупредительному обслуживанию и ремонту. Большую часть работ по обслуживанию и ремонту оборудования выполняют рабочие (операторы), так как они лучше знают свое оборудование, а сам ремонт станков не слишком сложен, поскольку организация операций по системе JIT предполагает применение нескольких простых станков вместо одного большого комплекса.
Упомянутое сокращение времени наладки и переналадки оборудования необходимо для снижения затрат, вызываемых материальным потоком. На рис. 8.7 показана взаимосвязь между размером передаточной партии (размером заказа) и затратами на переналадку оборудования и хранение задела. При традиционном подходе, исходя из общих затрат определяется оптимальный размер партии, равный 6. При использовании в системе JIT концепции "канбан" оптимальный размер партии уменьшается.