

200 Долл. Х Спрос.
Издержки производства с использованием станка с ЧПУ:
80 000 долл. + 75 долл. х Спрос.
Издержки производства с использованием обрабатывающего центра:
200 000 долл. + 15 долл. х Спрос.
То, как производитель подходит к решению этого вопроса – стремится минимизировать издержки производства или максимально увеличить свою прибыль, – значения не имеет, поскольку взаимосвязь между ними является линейной: На рис. 4.10 изображен график с отмеченными на нем точками безубыточности (точками критического объема производства), т.е. уровня производства, при котором величина издержек равна прибыли для каждого из упомянутых выше трех вариантов производственного процесса.
Если предполагается, что спрос на продукцию будет превышать 2000 единиц (точка А), то наиболее оптимален выпуск деталей с применением обрабатывающего центра, поскольку в этом случае общие издержки производства будут самыми низкими. Если же спрос ожидается между
640 (точка В) и 2000 единиц, выгоднее будет приобрести станок с ЧПУ. Если спрос обещает быть не выше 640 единиц (между 0 и точкой В), экономически целесообразнее закупить нужную деталь у другого производителя.
Точка безубыточности А рассчитывается следующим образом:
80 000 долл. + 75 долл. х Спрос = 200 000 долл. + 15 долл. х Спрос.
Спрос в точке А = 120 000/60 = 2000 единиц.
Точка безубыточности В:
200 долл. х Спрос = 80 000 долл. + 75 долл. х Спрос.
Спрос в точке В = 80 000/125 = 640 единиц.
Теперь вычислим, каким будет доход производителя, если деталь можно закупить только по цене 300 долларов за единицу. На рис. 4.10 прибыль (или убытки)– это расстояние между прямой дохода и издержками соответствующего процесса. Так, например, при изготовлении 1000 единиц продукции максимальная прибыль будет представлять собой разницу между доходом в 300 тысяч долларов (точка Q и стоимостью изготовления на станке с ЧПУ (160 тысяч долларов – точка D). При таком объеме производства изготовление на станке с ЧПУ наиболее выгодно изо всех доступных вариантов технологического процесса. Оптимальный выбор, обеспечивающий минимальные издержки и максимальную прибыль, представлен на рис. 4.10 самыми нижними отрезками прямых: отрезком 0–В, отрезком В–А и нижней линией справа от точки А.

3. Проектирование производственного потока
При проектировании производственного потока основное внимание сосредоточивается на отдельных процессах, через которые проходят материалы, комплектующие и сборочные узлы по мере их изготовления. Наиболее широко при планировании процессов применяются следующие инструменты: операционные маршрутные карты, схемы технологического процесса (Flow Process Chart), сборочные схемы и чертежи. Это очень удобные инструменты как для использования в устойчивом режиме производства, так и при диагностике отклонений. Собственно говоря, первый обычный этап в ходе создания любой производственной системы начинается с составления карт потоков и операций с использованием одного или нескольких из перечисленных выше инструментов. Они представляют собой как бы "организационную структуру" производственной системы.
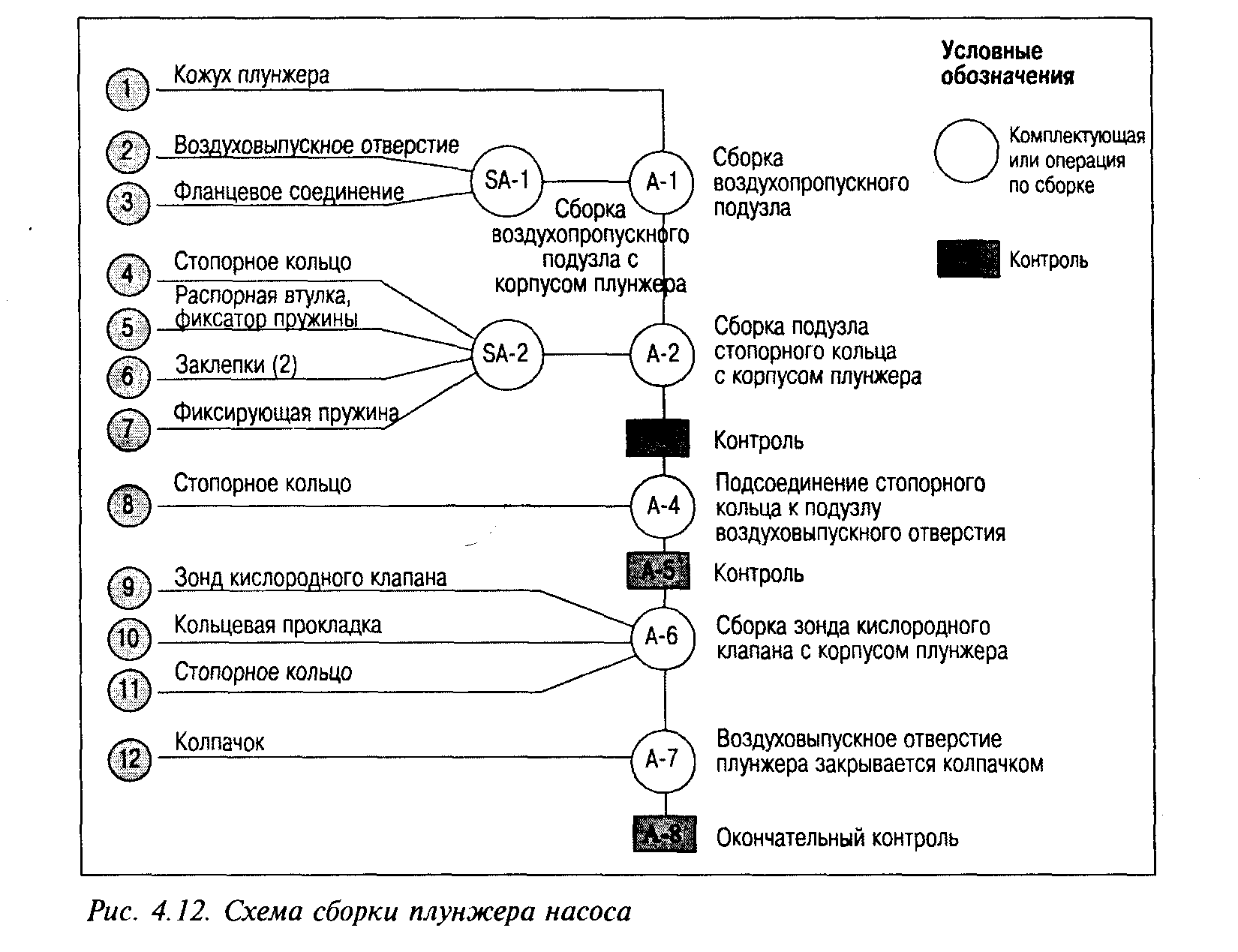
Сборочный чертеж – это не что иное, как подробное изображение всех отдельных компонентов продукции.
В сборочной схеме (рис. 4.12) используется информация, представленная в сборочном чертеже, и кроме того указывается, каким способом и в каком порядке отдельные компоненты продукции должны соединяться в процессе сборки. Часто в схеме приводятся сведения о структуре общего производственного потока.
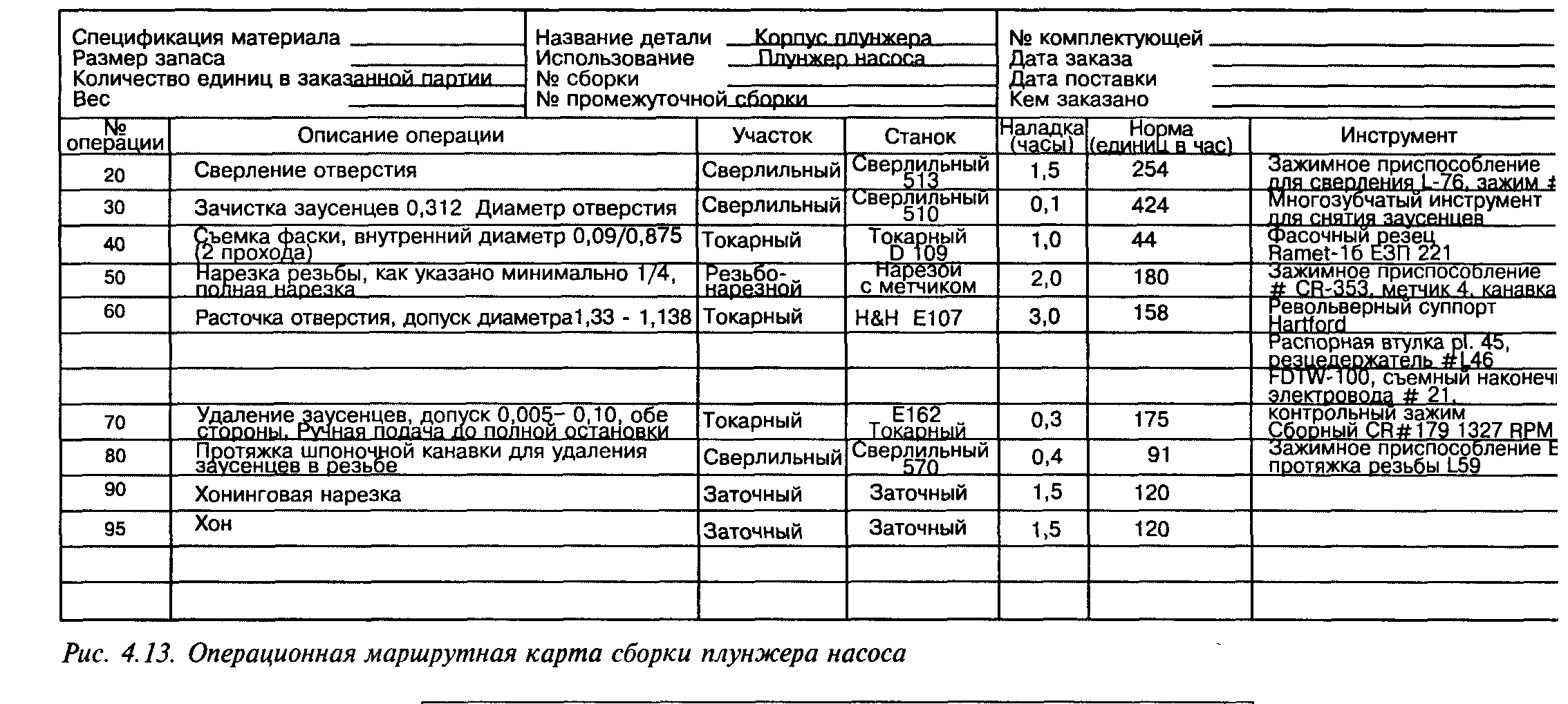
В операционных маршрутных картах (рис. 4.13), как следует из их названия, указываются маршруты движения заготовок по операциям технологического процесса.
В них содержится информация о типе оборудования, инструментах, оснастке и операциях, которые необходимо в полнить для производства данной детали.
В схемах технологического процесса (рис. 4.14) обычно используются стандартные символы Американского сообщества инженеров-механиков, с помощью которых наглядно отображается все, что происходит с продукцией по мере последовательного изготовления на соответствующем прoизводственном оборудовании. Могут применяться и друг условные обозначения разных процессов, но в таком cj чае их нужно расшифровать на самой схеме.

Разработка схемы технологического процесса позволяет сократить простои и время хранения, что улучшает организацию потока и делает его равномерным.