

Типы производственных процессов, их признаки
В зависимости от способа организации производственного процесса различают разные их типы.
Под типом производственного процесса понимают такую организационно техническую характеристику этого процесса, которая основывается на его специализации, повторяемости и характере технологических процессов.
Свойственный определенному производственному подразделу тип производственного процесса предопределяет применение здесь методов подготовки, планирования, контроля производства, форм организации труда, особенности технологических процессов, каждый из которых характеризуется совокупностью признаков потому наличие лишь одной из них (например, количества изделий, что их изготовляют, как это иногда принято считать) или даже нескольких не дает оснований для вывода о наличии того или другого типа производства. За совокупностью этих признаков различают единичное (индивидуальное), серийное и массовое производств.
Единичный производственный процесс характеризуется:
изготовлением изделий в единичных экземплярах или малыми сериями (один-два десятки на месяц);
широкой номенклатурой изделий, что их изготовляют;
применением универсального оборудования, универсальных устройств, режущего и мерильного инструмента общего назначения;
группированием рабочих мест по принципу технологически однородных операций;
отсутствием закрепления определенных операций за отдельными работниками;
высокой квалификацией работников, которая учитывает разнообразный характер выполняемых работ;
отсутствием детальной разработки технологического процесса изготовления изделия;
тем, что объектом планирования, нормирования, учета является все изделие или его большие узлы (составные части);
достаточно невысокой стоимостью подготовки производства новых изделий в связи с наличием трех последних особенностей.
Форма единичного производственного процесса распространена на опытных заводах, которые изготовляют сложные изделия и системы специального назначения.
Для серийного производственного процесса свойственным является:
изготовление изделий партиями, которые периодически повторяются, около нескольких сотен за месяц — мелкосенийное, 2-5 тис.штук за месяц — крупносерийное;
ограничена номенклатура изделий, что их изготовляют;
применение универсального и специализированного оборудования, пристроил, отделочного и мерильного инструмента
группирование рабочих мест за технологическим и предметным принципами;
закрепление за рабочими местами ограниченного количества деталеопераций|;
средняя квалификация работников;
детальная разработка технологических процессов;
объект планирования, нормирования, учета — узлы и детали изделия;
относительно большие расходы для подготовки производства новых изделий сравнительно с единичным типом производства.
Этот тип производственного процесса распространен на предприятиях, которые выпускают сложные изделия и системы специального назначения, что скоро изменяются за конструкцией.
Массовый производственный процесс имеет такие особенности:
изделия изготовляют в большом количестве (6-10 тыс.штук за месяц);
применяют специализированное и специальное оборудование, устройства и инструмент;
рабочие места размещают за ходом технологического процесса обработку изделий (предметный принцип);
рабочие места специализируют на выполнении одной операции;
технологический процесс разрабатывают детально;
объектом планирования, нормирования, учета являются детали, операции;
рабочие могут иметь невысокую квалификацию;
подготовка производства новых изделий нуждается в наибольших расходах (сравнительно с другими типами производства).
Такой тип производственного процесса свойствен преимущественно изделиям широкого потребления (автомобили, радиоприемники, телевизоры, электробритвы и тому подобное).
Производственный цикл и его структура.
Построение производственного процесса во времени характеризуется структурой и длительностью производственного цикла.
Производственный цикл — это календарный период времени, в течение которого обрабатываемое изделие или партия изделий проходят все операции производственного процесса или определенной его части и превращаются в завершенный продукт. Длительность производственного цикла определяется в единицах календарного времени (часах, днях, месяцах).
Длительность цикла состоит из таких элементов: длительности цикла изготовления деталей, в который входят заготовительная, механическая, термическая, гальваническая и другие стадии обработки; времени составления деталей в узлы и монтажа; времени составления узлов у группы, групп — в изделие и его регуляцию; времени испытания и принятия готовых изделий; времени комплектования и упаковки.
В целом производственный цикл Тц состоит из длительности производственных операций (технологических, контрольных, грузово-разгрузочных, транспортных, складских, естественных и др.) — назовем ее временами обработки Тоб, а также перерывов, предопределенных созданием запасов, работой партиями, неравномерностью производства, межпеременными и другими перерывами и тому подобное — назовем их временами пролеживания Тпр.
Условно производственный цикл любого изделия можно изобразить, как на рис.
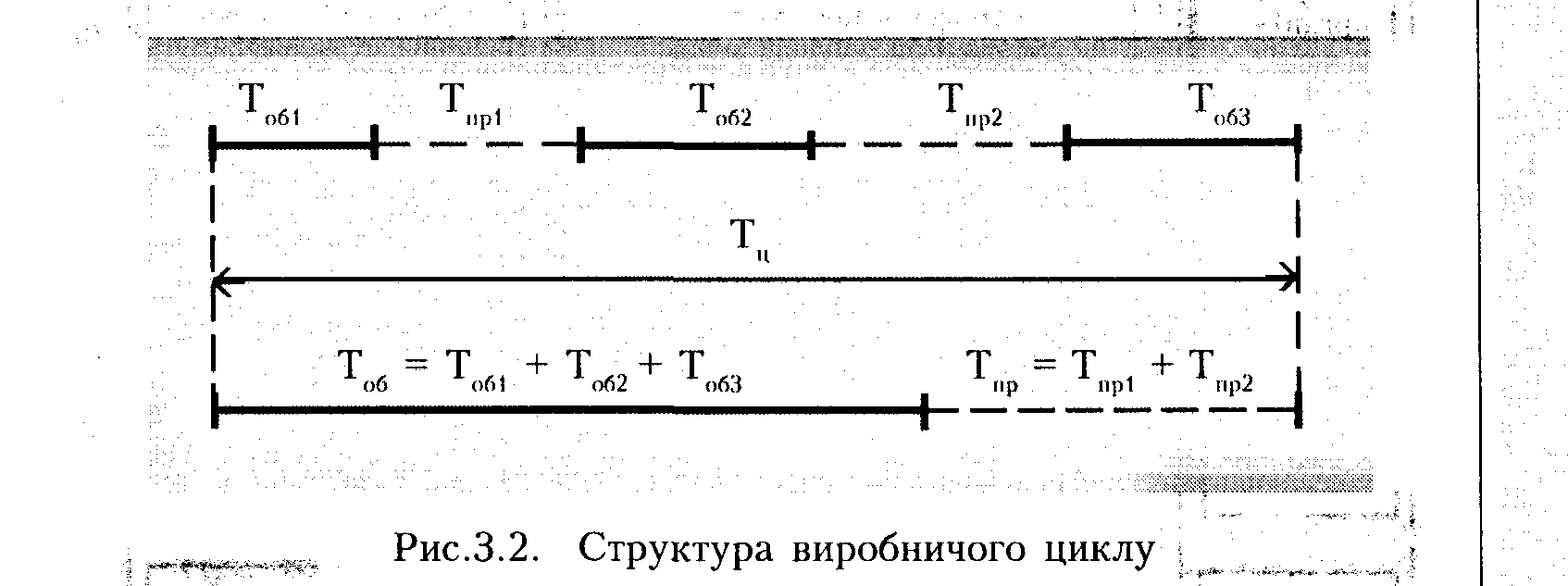
Следовательно, длительность цикла изготовления изделия, независимо от того, о каком технологическом процессе идет речь — заготовительный, отделочный или сборочный, имеет вид:
Тц = Тоб + Тпр
Здесь под Тпр понимают время, которое не перекрывается.
Следовательно, следует заметить, что изделие в производственном процессе
находится только в двух состояниях: или его обрабатывают, или он пролеживает (третьего состояния нет).