

6.7.3. Приспособления для фрезерных станков
З
Рис.
6.58. Фрезерование в станочных тисках
Широко используют станочные тиски рис. 6.58. Тиски могут быть поворотные и неповоротные, с винтовым, эксцентриковым и пневматическим зажимным приводом. Губки тисков могут быть жесткими и плавающими. Плавающие губки позволяют надежно закреплять заготовки, у которых прижимные поверхности не параллельны. Конструкции тисков, в которых при зажиме перемещаются обе губки, обладают свойством самоцентрирования. Для закрепления в тисках заготовок сложной формы применяют специально изготавливаемые губки.
П
Рис.
6.59. Фрезерование на угольнике
В поворотных столахможно обрабатывать разные поверхности заготовки, не вынимая ее из приспособления (рис. 6.60). Применяют столы, которые можно устанавливать на станках как при вертикальном, так и при горизонтальном положении поворотной плиты, а также столы, установочная плоскость которых может поворачиваться в двух плоскостях.
Делительные головки позволяют повернуть установленную заготовку на любой угол или любую часть окружности, медленно вращать заготовку при фрезеровании винтовой канавки и др. В универсальной делительной головке (рис. 6.61) заготовка крепится в патроне или центрах. Центры располагаются в шпинделе головки 6 и задней бабке 1. Для увеличения жесткости крепления заготовки под нее подводят башмак люнета2. Шпиндель передает вращение заготовке, на которую
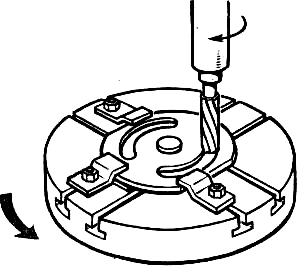
Рис. 6.60. Фрезерование на поворотном столе
надевается хомутик, посредством поводка 3. При необходимости можно изменить угловое положение осей шпинделя и центра задней бабки в вертикальной плоскости. Задняя бабка кроме того допускает при наладке подъем центра. Установочный поворот закрепленной заготовки на требуемый угол (так называемое движение деления) можно выполнять непосредственным, простым и дифференциальным способами.
При непосредственном
делении угол поворота отсчитывается
по шкале на боковой поверхности диска
4с точностью не более двух мин
Рис.
6.61. Универсальная делительная головка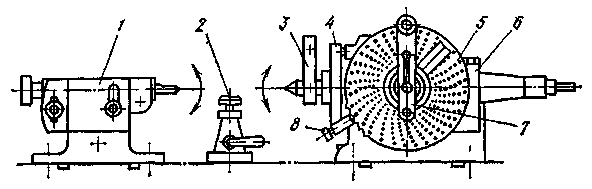
Настройка головки для фрезерования винтовой канавки включает обеспечение кинематической связи между шпинделем головки и ходовым винтом продольной подачи стола фрезерного станка при помощи сменных колес. Рукоятка жестко фиксируется относительно делительного диска. Все варианты простого деления могут здесь использоваться для фрезерования ряда винтовых канавок на одной заготовке. Перед фрезерованием инструмент и заготовка размещаются под углом наклона винтовой канавки, что возможно в случае универсальных станков. Примеры использования делительной головки при фрезеровании приведены на рис. 6.54, и, к, л, м.
Технологические возможности фрезерных станков расширяют головки, изменяющие положение оси фрезы, долбежные головки, накладные копировальные столы, другие дополнительные устройства. В условиях серийного и массового производства применяют специальные приспособления к станкам общего назначения и специальные станки.