8.4. Конструктивные особенности основных узлов укладочного оборудования
Структурная схема машин для укладки штучных грузов в ящики, гофрокороба и тару-оборудование аналогична рассмотренной выше структурной схеме пакетоформирующих машин, поскольку включает те же операции. Следовательно, и исполнительные механизмы укладочных машин имеют незначительные конструктивные отличия от выполняющих аналогичные операции исполнительных механизмов ПФМ.
Рассмотрим конструктивное исполнение основных узлов пакетоформирующих машин.
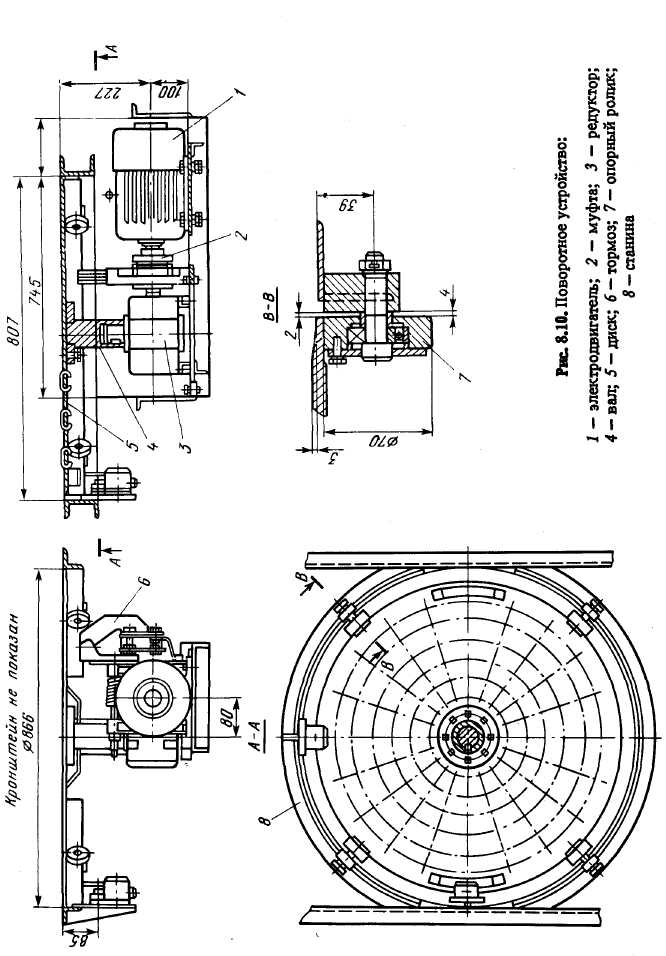
На рис. 8.10 изображено поворотное устройство, предназначенное для поворота укладываемого в пакет груза (мешка, ящика и т. п.) на угол 90о в горизонтальной плоскости, которое представляет собой диск 5, опирающийся по контуру на опорные ролики 7, закрепленные на неподвижной станине 8. Поворот диска осуществляется от электродвигателя 1 через червячный редуктор 3, соединяемый с валом электродвигателя посредством муфты 2, совмещенной с тормозным шкивом. Выходной конец вала редуктора соединен с поворотным диском 5 посредством специального полого вала 4, жестко закрепленного на диске. Точность остановки поворотного устройства в необходимом положении обеспечивается тормозом 6.
Перемещение штабелируемых грузов в прямолинейном направлении при формировании слоя осуществляется различного рода толкателями и сталкивающими устройствами.
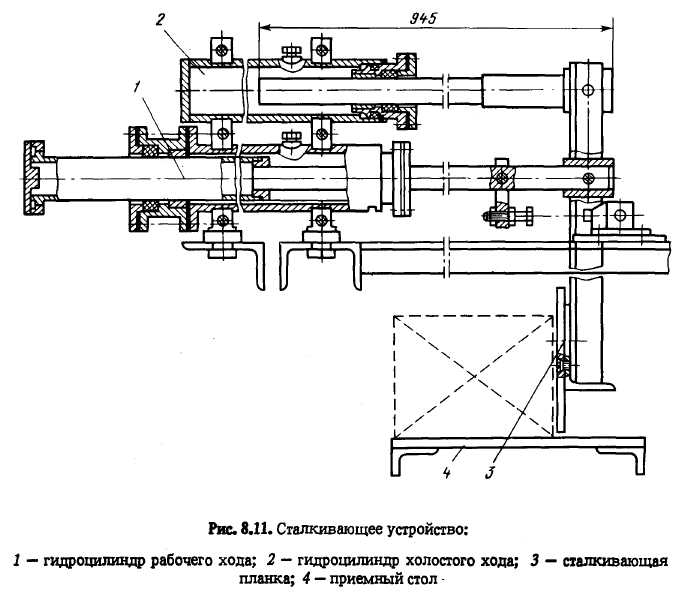
Сталкивающее устройство (рис. 8.11) состоит из приемного стола 4 и сталкивателя. Служит для накопления рядов и последовательногр перемещения их на тележку в процессе образования слоя.
Сталкиватель состоит из сдвоенных плунжерных гидроцилиндров 1 и 2 одностороннего действия, соединенных друг с другом стал кивающей планкой 3, осуществляющей возвратно-поступательное движение. Рабочий ход обеспечивается гидроцилиндром 1, холостой -гидроцилиндром 2.
Одним из основных узлов ПФМ и укладочных автоматов является подъемно-опускное устройство, которое может быть выполнено в различном конструктивном исполнении.
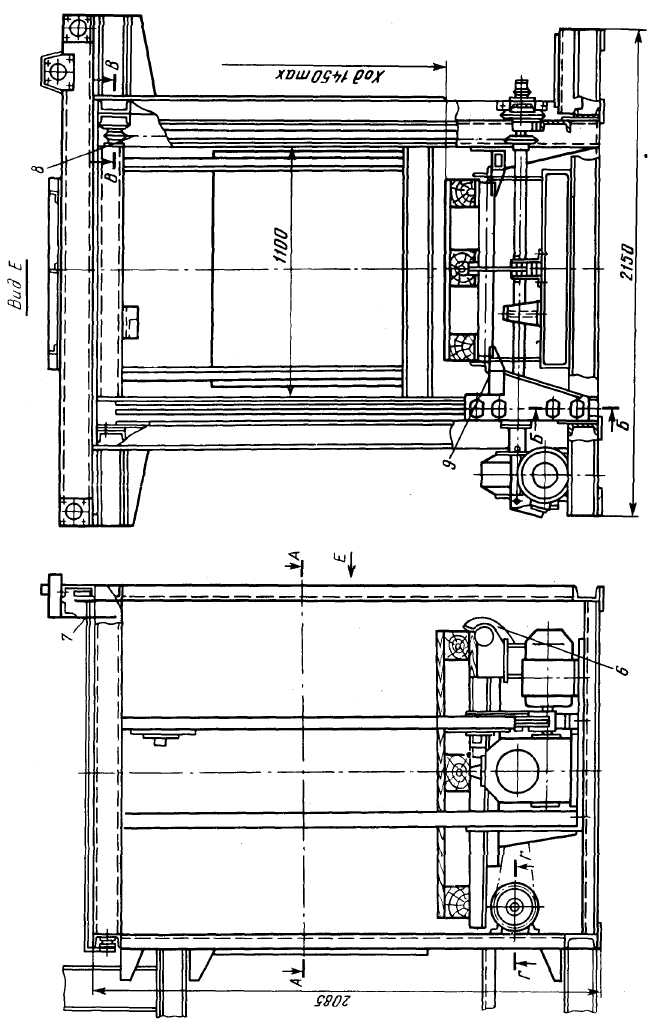
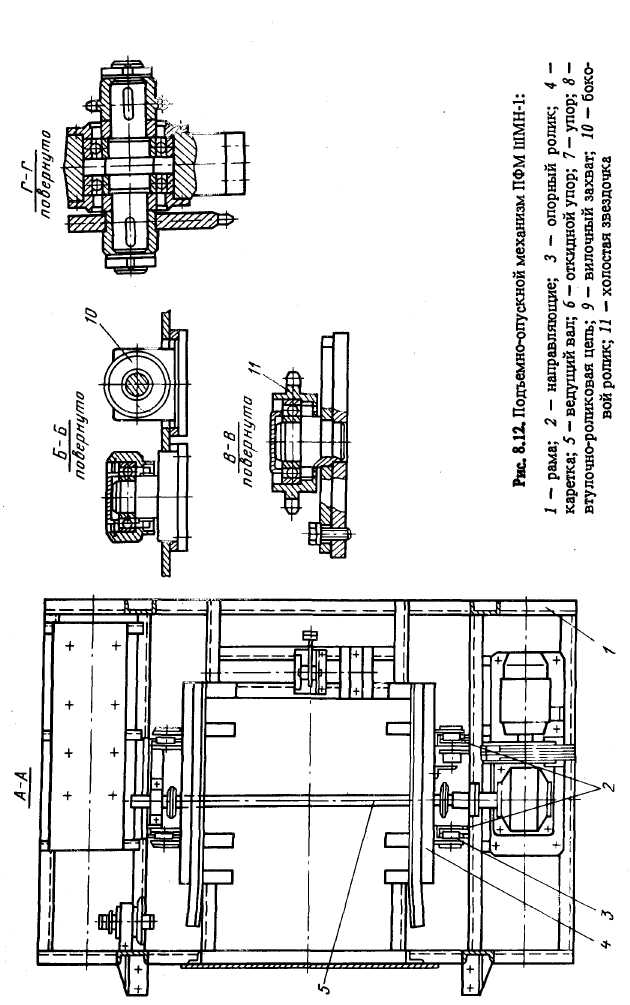
На рис. 8.12 показан подъемно-опускной механизм пакетоформирующей машины ШМН-1, выполненный в механическом варианте. Узлы подъемно-опускного механизма смонтированы на раме 1. В вертикальных направляющих 2 на опорных 3 и боковых 10 роликах перемещаются две каретки 4 с вилочными захватами 9. Каретки подвешены к двум втулочно-роликовым цепям 8, огибающим ведущие звездочки вала 5 и холостые звездочки 11. Привод механизма осуществляется от электродвигателя через червячный редуктор, выходной вал которого соединен зубчатой муфтой с ведущим валом 5. Положение поддона на захватах кареток фиксируется направляющими уголками и специаль-
ным откидным упором 6. На верхней части рамы установлен упор 7, служащий для уплотнения верхнего слоя пакетируемых мешков. На раме установлен также регулятор высоты пакета.
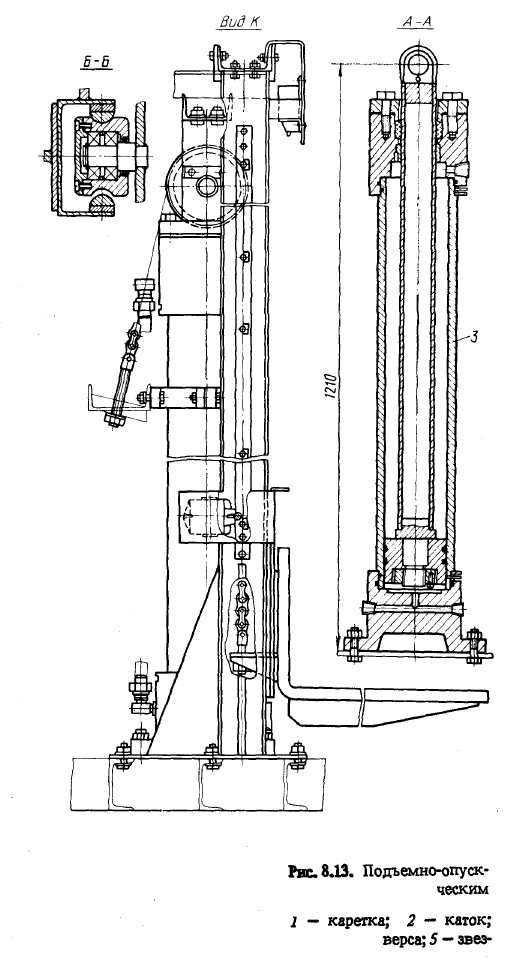
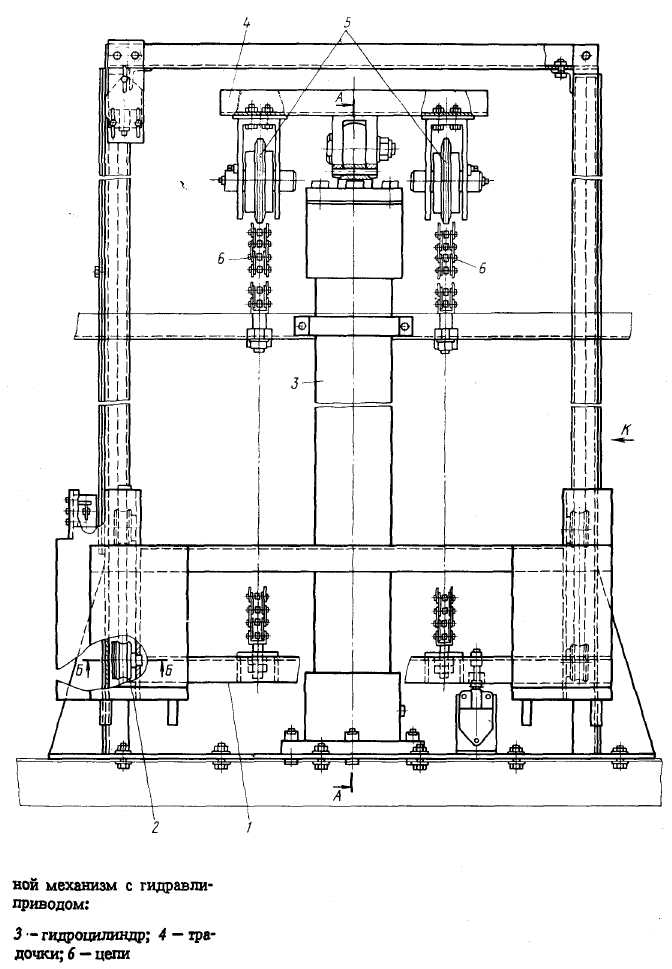
На рис. 8.13 изображен подъемно-опускной механизм с гидравлическим приводом. Он служит для приема порожнего поддона или ТО, подачи его в крайнее верхнее положение, шагового перемещения пакета вниз по мере укладки в него слоев груза и установки готового пакета на выводящий конвейер. Каретка 1 гидроподъемника на четырех катках 2 перемещается по двум вертикальным направляющим. Привод осуществляется от гидроцилиндра 3, на штоке которого укреплена траверса 4 с двумя звездочками 5. Звездочки огибаются цепями 6, один конец которых прикреплен к неподвижной раме, другой - к грузоподъемной каретке 1.
Сформированные пакеты и заполненные ящики, гофрокороба или тара-оборудование выводятся из ПФМ или укладочных автоматов с помощью обычных цепных и пластинчатых конвейеров или приводных рольгангов, имеющих обычное конструктивное исполнение. Установка грузов на выводные конвейеры осуществляется подъемно-опускным устройством в нижнем его положении.
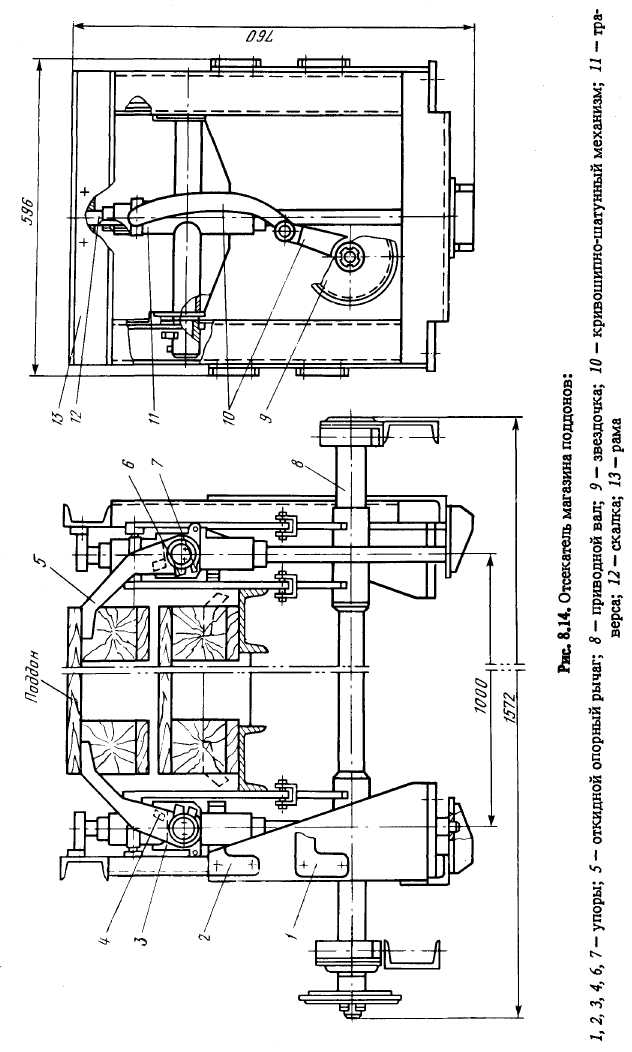
Для обеспечения ритмичной и непрерывной работы ПФМ обычно снабжаются магазином порожних поддонов, который представляет собой шахту, вмещающую одну или несколько стопок поддонов, устанавливаемых на специальные упоры. При выводе из машины сформированного пакета из магазина поддонов на грузозахватное устройство подъемно-опускного механизма автоматически обеспечивается подача порожнего поддона. При этом происходит отсечка поддона, находящегося снизу, помещенной в магазин стопки с помощью специального отсекателя. Одна из конструкций таких отсе-кателей показана на рис. 8.14.
Отсекатель смонтирован на раме магазина поддонов и состоит из двух стоек. Каждая стойка представляет собой раму 13 с жестко закрепленной скалкой 12. По скалке перемещается траверса 11 с откидными рычагами 5. Привод траверсы состоит из кривошипно-шатунного механизма 10, приводного вала 8 и звездочки 9, которая получает вращение от ведущего вала подъемно-опускного механизма. На каждой раме установлены неподвижные упоры 1 и 2. Поворот рычагов 5 ограничивается упором 3 траверсы и упором 4 рычага. На ступице рычага приварены упоры 7 и б.
При повороте приводного вала вся стопка поддонов опускается вниз до установки на конвейер. При этом рычаги 5 выходят из-под поддона и при дальнейшем вращении вала вводятся под второй снизу поддон и приподнимают всю стопку, оставляя нижний поддон на подающем конвейере.