

5.9.2. Элементы норий
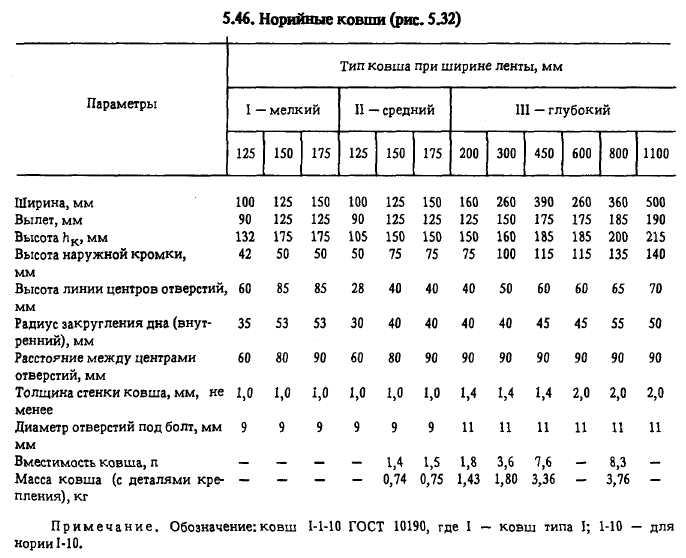
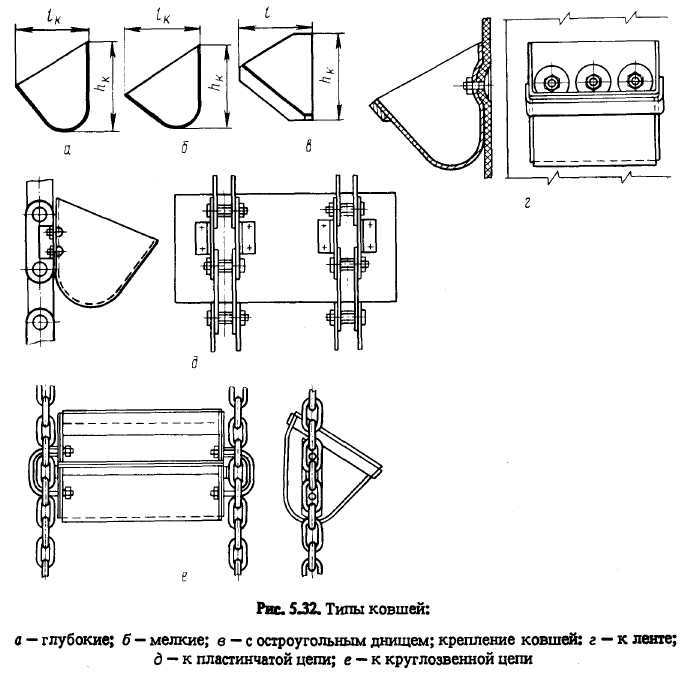
Грузонесущий элемент - ковши. В ленточных нориях, выпускаемых по ГОСТ 10190, применяют ковши типов I, II и III (табл. 5.46, рис. 5.32).
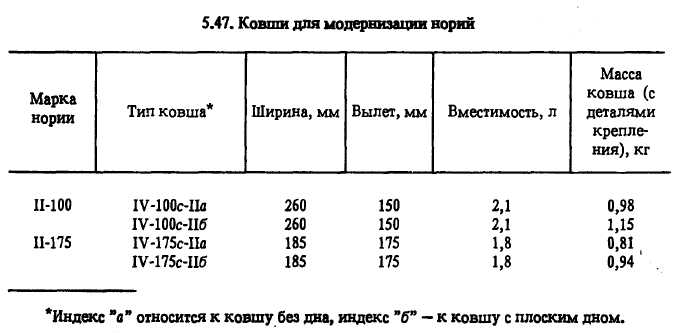
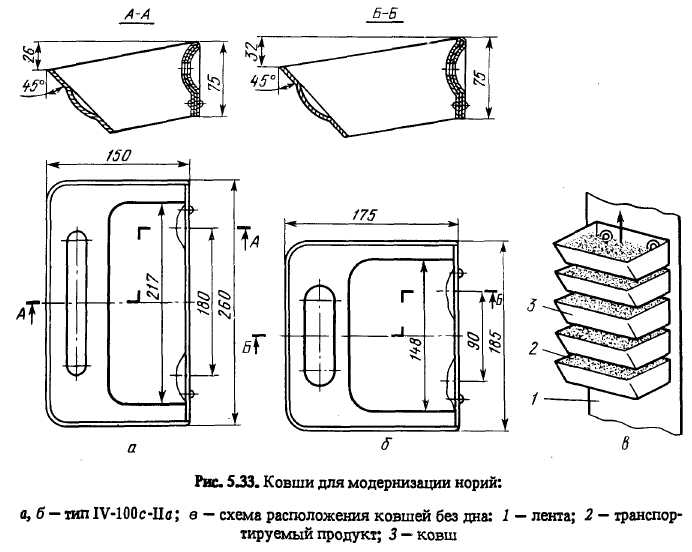
Для модернизации норий 11-100,11-2x100 и 11-175 на основе ковшей без дна использовали ковши, параметры которых приведены в табл. 5.47, а конструкция показана на рис. 5.33.
Ковши IV-lOOc-11б» и IV-175c-II6 имеют плоское дно, приваренное точечной сваркой к стенкам ковша.
Норийные ковши изготавливают из листовой стали толщиной 1,0...2,0 мм и прикрепляют к ленте норийными болтами.
Тяговый элемент. В качестве тягового элемента применяют плоские резинотканевые ремни (ГОСТ 23831) с прокладками из комбинированных и синтетических тканей и резиновыми обкладками или без них. Допускается использование соответствующих резинотканевых лент по ГОСТ 20. Параметры тягового элемента подбирают, исходя из условий работы нории и тягового расчета.
Норийные трубы. Имеют прямоугольное сечение. Согласно ГОСТ 10190 их изготавливают из листовой стали толщиной 1,2...2,0 мм в виде секций следующих типов: I - гладкая; II — натяжная; III - смотровая; IV - наклонная (роликовая).
Головка нории. Кожух сварной конструкции изготовлен из листовой стали и имеет горизонтальный и вертикальный разъемы (рис. 5.34, о). В нижней части кожуха приварены фланцы для присоединения норийных труб, в верхней части сделан разгрузочный патрубок. Для устранения обратной сыпи в патрубке установлен регулируемый козырек. ±3 боковой стенке кожуха предусмотрен смотровой люк.
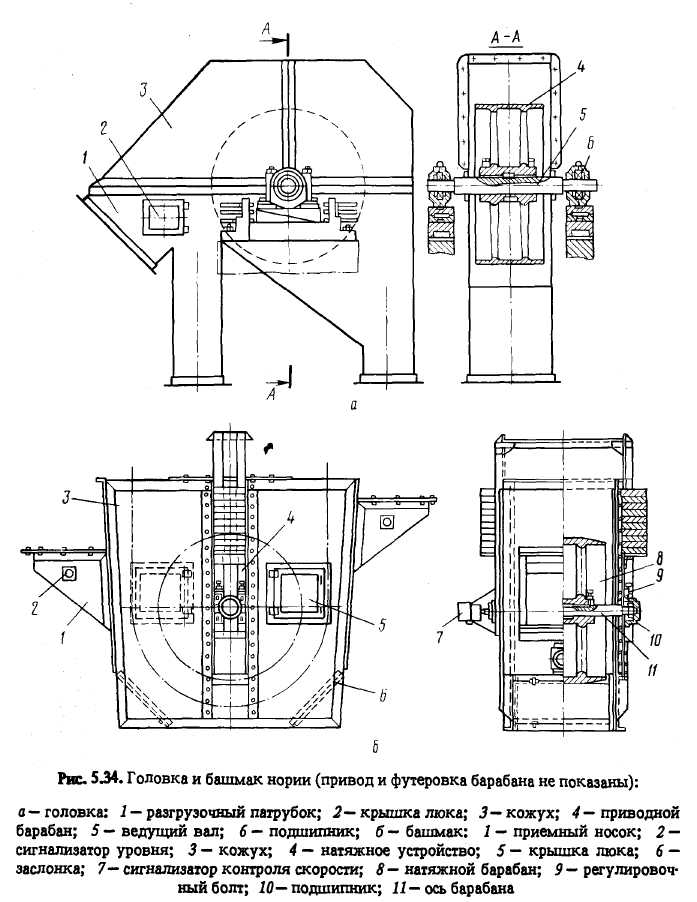
Ведущий вал с насаженным на него литым чугунным барабаном установлен на подшипниках качения.
Башмак нории. Кожух сварной конструкции из листовой стали (рис. 5.34, б). В нижней части с обоих торцов предусмотрены выдвижные заслонки для очистки башмака. Приемные носки присоединяют к
кожуху на фланцах и закрывают задвижками, которые приводятся в действие вручную реечными механизмами. Кронштейны задвижек крепят к норийным трубам сваркой. На боковой стенке каждого носка предусмотрено отверстие для установки сигнализатора уровня.
Натяжное устройство. Натяжение ленты в нориях достигается посредством грузового или винтового устройства. При грузовом натяжном устройстве ось барабана устанавливают на подшипниках качения, корпуса которых прикреплены к раме. Последняя сварной конструкции, с обеих сторон имеет полки для размещения грузов. Положение оси барабана регулируется болтами, фиксируемыми гайками. Величину натяжного усилия варьируют числом грузов на раме. К ней прикреплен также сигнализатор контроля скорости вращения натяжного барабана. В некоторых конструкциях башмака натяжной барабан устанавливают на оси, неподвижно закрепленной в обойме, соединенной с вертикальным штоком, который может перемещаться в направляющем стакане. На шток надевают грузы, обеспечивающие предварительное натяжение ленты. Стакан прикреплен к верхней части башмака.
При винтовом натяжном устройстве барабан поднимают или опускают, перемещая винты, которые действуют на подвижные подшипники оси барабана. Преимущество грузовых натяжных устройств состоит в том, что они автоматически поддерживают постоянное натяжение ленты.
Натяжная секция имеет монтажный люк с крышкой для натяжения ленты и установки ковшей. Ее обычно располагают на один этаж выше этажа расположения башмака. Смотровые секции с лючками и крышками устанавливают на этажах, где находится постоянный обслуживающий персонал.
Привод. Состоит из электродвигателя, передаточного механизма и приводного барабана (или звездочки). Приводные барабаны ковшовых элеваторов расположены вверху (головке); в исключительных случаях, когда привод элеватора невозможно разместить наверху, приводной барабан располагают и в нижней части кожуха. Следует иметь в виду, что такое расположение ведет к увеличению натяжения ленты и потерям в подшипниках.
Диаметры приводных барабанов ковшовых элеваторов выбирают в пределах 250...1250 мм из следующих соображений.
Соотношение между полюсным расстоянием и радиусом барабана (звездочки), определяющее характер разгрузки ковшей:
![]()
В зависимости от значения Б диаметр барабана принимают: для быстроходных ковшовых элеваторов с центробежной разгрузкой (Б < 1)
![]()
для тихоходных ковшовых элеваторов с гравитационной разгрузкой (Б > 3)
D> 0,6 v2.