

8.2.2. Оборудование с горизонтальным принципом укладки
Наибольшее применение для пищевых грузов, упакованных в пачки, пакеты и аналогичную потребительскую тару, получили автоматы с горизонтальным принципом укладки.
Укладчик КУД. Предназначен для укладки пачек с диетическим питанием или кофе.
На раме укладчика смонтированы: приемный ленточный конвейер с отсекателем, толкатель вертикального перемещения пачек, фиксирующее устройство, толкатель горизонтального перемещения пачек и направляющие для гофрокоробов.
Укладчик работает следующим образом. Приемный ленточный конвейер подает пачки в зону формирования слоя. После набора ряда срабатывает отсекатель, прекращая поступление следующих пачек, после чего толкатель перемещает четыре пачки вверх на высоту пачки, где они задерживаются фиксирующим устройством. Толкатель возвращается в нижнее положение и после поступления очередных четырех пачек поднимается наверх. Цикл повторяется семь раз, после чего набранный слой из 28 пачек толкателем сдвигается в гофрокороб, предварительно одетый на направляющие. Аналогично укладывается второй слой пачек. После заполнения гофрокороб вручную снимается с направляющих.
Брикетоукладчик дрожжей ВМВ/3. Предназначен для укладки завернутых брикетов дрожжей в гофрокороба.
Брикетоукладчик состоит из: конвейера для подачи ящиков, сталкивателя, рольганга, ленточного конвейера, станины и шкафа управления.
Брикетоукладчик работает следующим образом. Оператор ставит пустой ящик на ящичный конвейер, который перемещает ящик к зоне укладки. Ящик, подойдя к первому флажку, воздействует на него. Флажок входит в паз бесконтактного датчика, который подает сигнал на отключение муфты сцепления конвейера и включение муфты торможения. Конвейер останавливается, ящик поступает в первую зону укладки. В это время брикеты подаются ленточным конвейером от заверточного автомата на стол-накопитель. Первый брикет, дойдя до упора, воздействует на флажок, который входит в прорезь бесконтактного датчика. Датчик подает сигнал о наличии на столе-накопителе ряда брикетов. Если ящик находится на позиции укладки, то включается муфта сцепления сталкивателя и отключается муфта торможения. Вал кривошипа совершает один оборот, после которого муфты, сидящие на его валу, переключаются и вал останавливается. В процессе поворота вала кривошипно-шатунный механизм приводит рычаги с закрепленной на них планкой в качательное движение. Планка сталкивает ряд брикетов в ящик и возвращается в исходное положение.
Отсекатель, закрепленный на рычаге, перекрывает доступ следующим брикетам на стол-накопитель в процессе работы сталкива-теля. После того как в ящике оказался первый ряд брикетов, включается муфта сцепления ящичного конвейера и отключается муфта торможения. Конвейер приводится в движение и подвигает ящик на следующую позицию укладки. Ящик воздействует на флажок второго бесконтактного датчика, который подает сигнал на переключение муфт конвейера, в результате чего конвейер с ящиком останавливается. В это время происходит накопление на столе ряда брикетов. Цикл повторяется. В ящик укладывается второй и третий ряды брикетов. В случае неправильной укладки ряда брикет, торчащий над ящиком, пересечет луч фотоэлектронного блока, установленного на ящичном конвейере и конвейер заблокируется. Оператор должен будет поправить брикеты и нажатием кнопки на станине запустить пакетоукладчик в работу. Наполненный ящик перемещается ящичным конвейером на рольганг. Ящик воздействует на флажок, который входит в прорезь бесконтактного датчика. Датчик подает сигнал на включение муфты сцепления рольганга. Рольганг приводится в движение и выводит ящик из машины. После схода ящика с рольганга последний останавливается. При нахождении ящика на рольганге ящичный конвейер блокируется и ящик поступит на рольганг только тогда, когда последний освободится. На ленточном конвейере, подающем в брикетоукладчик брикеты дрожжей, установлен фотоэлектронный блок, который при заполненном полностью конвейере подает сигнал на остановку заверточного автомата.
Брикетоукладчик обслуживает один оператор. Привод всех механизмов в укладчиках ВМВ/3 и КУД механический.
В настоящее время более широкое применение в конструкциях укладочного оборудования находит пневмопривод, что объясняется простотой конструкции, так как отпадает необходимость в передаточных механизмах, а также в механизмах, преобразующих вращательное движение в возвратно-поступательное.
Автомат А5 -АУМ. Предназначен для укладки пачек с сахаром-рафинадом в гофрокороба.
На раме автомата смонтированы механизм формирования слоя пачек, включающий подъемный стол, удерживающее устройство и подающий пачки ленточный конвейер, механизм перемещения сформированного слоя пачек в виде толкателя и направляющих и механизм съема заполненного гофрокороба.
Автомат работает следующим образом.
Ленточный конвейер подает пачки в один ряд на подъемный стол. По заполнении полного ряда пачек подъемный стол совершает движение вверх до уровня фиксации этого ряда и возвращается назад. Удерживающее устройство предохраняет пачки от падения вниз. Как
309
только подъемный стол возвратится в нижнее положение, на него поступит следующий ряд пачек. Таким образом формируется слой пачек, который посредством толкателя перемещается в гофрокороб, предварительно вручную одетый на направляющие. После введения последнего слоя пачек гофрокороб опорным устройством опускается на отводящий ленточный конвейер. Автомат осуществляет укладку пачек с сахаром-рафинадом массой 0,5 и 1 кг в ящики из гофрокартона (ГОСТ 9142). Размеры картонного ящика 317 х 285 х 162 мм.
Автомат обслуживает один оператор.
Автомат ЭУ-1Д. Предназначен для укладки закрытых сортов мыла в гофрокороба. Устройство автомата основано на принципе образования вертикального слоя (штабеля) мыла снизу вверх с последующим выталкиванием его через направляющий мундштук в упаковочную тару.
Автомат состоит из механизма формирования рядов и слоя, мундштука, механизмов опрокидывания и сталкивания заполненных ящиков на цеховой конвейер.
Механизм формирования рядов и слоя состоит из толкателей (верхнего и нижнего) ряда, поддона, отсекателя кусков, крепящегося на верхнем толкателе, толкателя слоя, подвижного вертикально перемещающегося стола и заслонки, снабженных индивидуальным приводом от пневмоцилиндров.
Автомат может работать при двух- и однопоточном способе подачи кусков мыла. При двухпоточном способе по цеховому ленточному конвейеру куски мыла двумя потоками, расположенными на разных уровнях, поступают в автомат.
При наличии соответствующего подпора поступающего мыла первый кусок каждого потока нажимает на соответствующий упор, связанный с пневмораспределителем. Подается команда, и поддон уходит вперед. По достижении поддоном переднего положения толкатель ряда делает рабочий ход и тем самым отрывает от каждого потока по 7 кусков мыла, сдвигая их на поддон. За каждый ход толкателя ряда образуется двухслойный ряд по 7 кусков в каждом.
После сдвига двух рядов поддон уходит в крайнее заднее положение, набранные куски мыла опускаются на стол, а толкатель возвращается в исходное положение. Стол опускается на один шаг и в этом положении фиксируется. Набор следующих двух рядов повторяется. Когда будет набран слой, состоящий из пяти двойных рядов (70 кусков мыла) и стол опустится в нижнее положение, дается команда на опускание заслонки, после чего толкатель слоя делает ход вперед, сдвигая посредством мундштука в установленный на него ящик сформированный слой мыла, и возвращается в исходное положение.
Поднимается заслонка, затем стол и начинается формирование второго слоя. После сдвига в ящик второго слоя (140 кусков в ящике)
происходит отброс заполненного ящика на приемный рольганг и сдвиг на цеховой транспортер.
Установка пустого ящика на мундштук и включение механизма его фиксации производит оператор, обслуживающий автомат.
Комплекс для укладки пачек "кукурузных палочек". Для укладки пачек "кукурузных палочек" в гофрокороба используется автомат, привод всех исполнительных механизмов которого осуществляется пневмоцилиндром. Он работает в совокупности с двухцепным конвейером, грузонесущим органом которого являются люльки.
Укладочный комплекс состоит из подводящего цепного конвейера с люльками, двух толкателей, стола-накопителя, подвижного листа, направляющих гофрокороба, и механизма установки заполненного гофрокороба на рольганг.
Автомат работает следующим образом. Подающий конвейер доставляет люльки с пачками в зону формирования слоя, где толкатель слоя перемещает четыре пачки на подвижной лист, который выводится из зоны формирования слоя, пачки при этом падают на стол-накопитель, после чего последний совершает ход вниз на высоту пачки. Подвижной лист возвращается в прежнее положение, над столом-накопителем, толкатель слоя сталкивает с люлек очередные четыре пачки, и цикл повторяется. После того как на опускном столе уложены семь рядов пачек, стол поднимается на уровень толкателя пакета, который вводит сформированный пакет в гофрокороб, предварительно одетый на направляющие.
Специальный механизм устанавливает заполненный гофрокороб на рольганг.
Автомат обслуживает один рабочий. Укладка пачек с "кукурузными палочками" осуществляется в гофрокороба размерами 570 х X 380 X 126 мм.
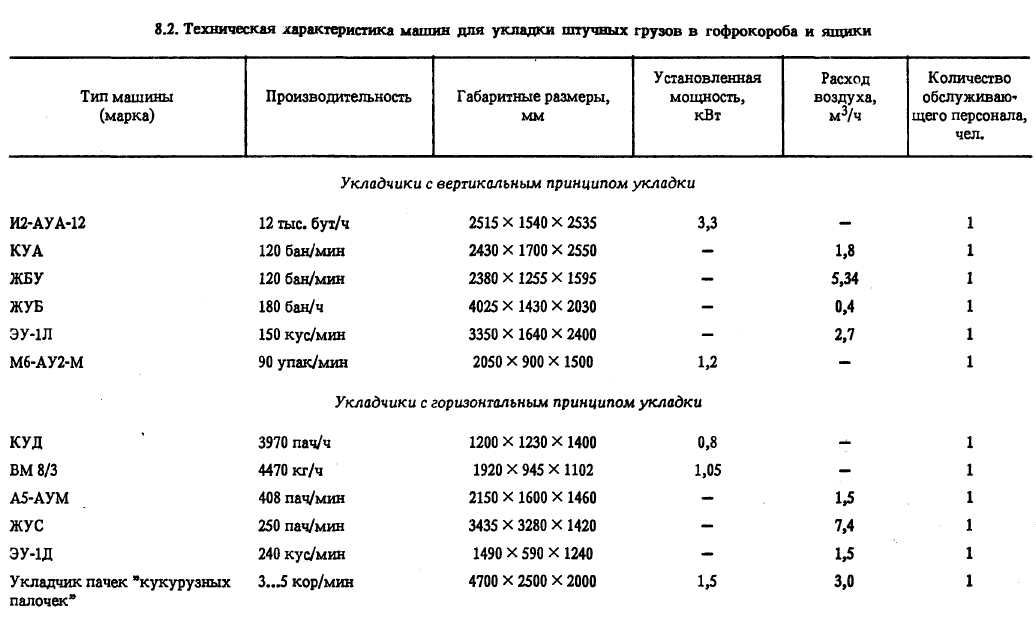
В табл. 8.2 приведены технические характеристики машин для укладки штучных грузов в гофрокороба и ящики.