

§6. Технологические методы создания конструкций минимальной массы.
Одной из важнейших задач, решаемых при проектировании самолета, является создание конструкции минимальной массы.
Исследования показывают, что значительная доля экономии массы конструкции планера достигается благодаря рациональным технологическим решениям.
Особенно перспективным направлением в мероприятиях по снижению массы является создание конструкций из волокнистых композиционных материалов.
Расчеты и проведенные эксперименты показывают, что даже частичная замена металлических конструкций на конструкции из волокнистых композиционных материалов в соответствии с возможностями может дать снижение массы планера на 10…25%.
Важным направлением в создании конструкций минимальной массы является выбор рациональных по массе заготовок и полуфабрикатов.
Каждый из технологических процессов получения заготовки имеет определенные ограничения по точности и толщине стенок. Так, литьем в песчаную форму можно получить минимальную толщину стенки заготовки 2,5 мм, в оболочковую форму – 2,0 мм, а под давлением – 1,5 мм. При прочих равных условиях тяжелее будут заготовки, имеющие большую толщину стенок.
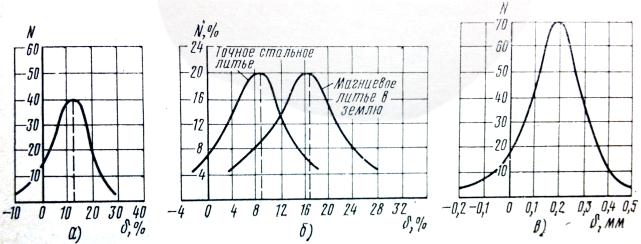
Рис. 2.7. Распределение отклонений по толщине деталей, полученных разными способами:
а – горячештампованных; б – литых; в – фрезерованных.
Величина штамповочных и литейных уклонов также влияет на массу конструкции. Большим уклонам соответствует большая масса заготовок и деталей.
Увеличение против номинала радиусов сопрягаемых элементов конструкции заготовки (штамповки, литья) и деталей при изготовлении их фрезерованием также приводит к увеличению их массы.
Особенно большие добавки массы конструкции образуются за счет больших плюсовых отклонений толщины деталей, полученных разными способами (рис. 2.7).
Смещение центра группирования в сторону большего размера объясняется стремлением предупредить появление неисправимого брака при обработке.
Изготовление деталей по верхнему пределу плюсового допуска гарантирует от появления неисправимого брака, но существенно увеличивает массу деталей и полуфабрикатов.
Статистика показывает, что только за счет выполнения деталей и полуфабрикатов по большим плюсовым допускам увеличивается их масса на 7% против расчетной.
§7. Общие принципы обеспечения заданной точности изготовления и сборки изделий. Взаимозаменяемость и точность изготовления как показатели качества.
В соответствии с ГОСТ взаимозаменяемостью называется свойство конструкции составной части изделия, обеспечивающее возможность ее применения вместо другой такой же части без дополнительной обработки с сохранением заданного качества изделия, в состав которого она входит.
Точностью какого-либо размера называется степень соответствия его действительного значения значению, заданному проектом.
Взаимозаменяемость и точность являются важнейшими показателями качества, относясь к группе показателей технологичности.
Взаимозаменяемость характеризует качество проектно-конструкторских и технологических решений, технологический уровень производства. Наличие взаимозаменяемости снижает трудоемкость изготовления за счет сокращения объема ручного труда при сборке и замене составных частей конструкции в эксплуатации.
Точность изготовления детали, сборки узлов и агрегатов оказывает влияние на летно-технические характеристики самолета (вертолета). Изготовление деталей с увеличением заданного размера приводит к переутяжелению конструкции, а с уменьшением нижезаданного допуска – к снижению ее прочности. Отклонение профиля крыл, стабилизатора, лопасти от заданной формы нарушает аэродинамические характеристики самолета. Вместе с тем следует иметь в виду, что повышение точности изделия приводит к повышению трудоемкости его изготовления.