

§3. Характерные полуфабрикаты и заготовки, используемые при изготовлении деталей ла.
Алюминиевые сплавы:
Сплав Д16 – дюралюмин системы Al-Cu-Mg. Используется для изготовления обшивок, стрингеров, лонжеронов, шпангоутов, нервюр, деталей системы управления. Имеет хорошую пластичность, что позволяет широко применять штамповку для изготовления силовых элементов планера. Свариваемость плохая, хорошо обрабатывается резанием. Д16 - листы, монолитные панели, прессованные профили (обливки, обтекатели работают до 2000 0С);
Сплав Д19 сохраняет работоспособность до более высоких, чем Д16, температур (≈2500С) и имеет несколько более высокие по сравнению с ним характеристиками σв/ρ. Д19 - листы в отожженном или закаленном состоянии (до 3000 0С);
Сплавы АМг6 - листы холоднотянутые и холоднокатаные трубы, обладают хорошей коррозийной стойкостью и сваренностью (прочность шва 90-95%).
Магниевые сплавы:
МА-8 - листы и горяченастанные профили (малонагруженные детали: каркасы и оболочки несложных конфигураций, до 200%);
МН14 - горячегасталые профили (каркас и внутреннее оборудование, плохо сваривается).
ВМ65-1 применяется для нагруженных деталей систем управления, штампованных барабанов колес, кронштейнов, качалок.
Титановые
сплавы (оболочки,
трубопроводы, хорошо свариваются,
работаю при 400 ):
):
Сплавы ОТ4, ВТ5, ВТ20 – свариваемые. Они применяются преимущественно в виде листов (печесталей);
Сплавы ВТ5, ВТ6, ВТ16 – повышенной прочности, используются для объемной штамповки.
Сталь и ее сплавы (Сталь должна быть прочная, легкая, с определенным уровнем пластичности):
Стали 3ОХГСА и 30ХГСНА относятся к легированным. Из них изготавливаются ответственные сварные узлы холодно- и горячештампованные детали, шпангоуты, лонжероны, качалки, рычаги, кронштейны, детали шасси;
Стали Х184ТОТ – жаростойкие и коррозийностойкие (высоконагруженные детали, работают до 5000 0С).
Сталь СН-4 – коррозийно-стойкая, для изготовления элементов сотовых панелей из тонких листов, ленты и фольги, хорошо сваривается, штампуется и паяется.
Сталь ВНС-5 – высокопрочная коррозионно-стойкая, для силовых механически обрабатываемых деталей (лонжеронов, шпангоутов, подмоторных рам). Сталь пластична, хорошо сваривается и обладает высокой ударной вязкостью.
Литейные сплавы:
АЛ4, АЛ9 (алюминиевые) – конструкционные сплавы для отливки деталей сложной конфигурации, работающих при температуре до 200 0С.
АЛ5, АЛ19 – жаропрочные сплавы для литых деталей, работающих при температурах до 250 и 300 0С соответственно.
МЛ5 (магниевый) – для изготовления барабанов колес, штурвалов, педалей, каркасов кресел.
ВТ5Л, ВТ21Л (титановые).
35ХГСА (сталь) – для изготовления шпангоутов, кронштейнов, вилок.
§4. Классификация технологических процессов. Заготовительно-обработочные процессы.
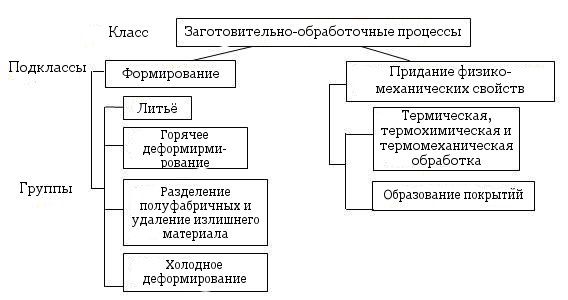
Рис.3.14 Классификация заготовительно-обработочных процессов
В основном производстве современного предприятия авиационной промышленности независимо от объема производства для изготовления самолета применяют весьма большое количество разнообразных технологических процессов. Все эти процессы делятся на три взаимосвязанных класса: заготовительно-обработочные, монтажно-сборочные и регулировочно-испытательные процессы.
Классификация технологических процессов базируется на делении процессов каждого класса на подклассы, группы, подгруппы и первичные процессы, состоящие из действий (механических, физических, химических или комбинированных), независимо от того, производятся эти действия с участием или без участия человека.
Классификация технологических процессов необходима для выяснения и освоения массива частных процессов и для селективного их использования при разработке рациональных процессов изготовления изделий.
Заготовительно-обработочные процессы включают множество частных процессов, из которых составляются конкретные технологические процессы изготовления деталей планера самолета. Все множество этих процессов в зависимости от результатов их воздействия на исходные материалы можно разделить на два взаимосвязанных подкласса: процессы формообразования и процессы придания деталям требуемых физико-химических свойств (рис. 3.14).