

Раздел 4. Теория и практика разработки автоматизированных систем технологической обработки. Глава 11.
Процесс технологической подготовки машиностроительного производства заключается в разработке различной технологической и плановой информации, в приобретении материалов и покупных комплектующих изделий, в организации рабочих мест и всего технологического и производственного процесса, в разработке календарных планов и в произведении ряда других технических и организационных мероприятий, необходимых для реализации процессов изготовления деталей и сборки изделий. Среди этих мероприятий определяющим является проектирование технологических процессов, все же остальные являются вторичными, производными от него.
Роль проектирования технологических процессов особенно возрастает при переходе к непосредственному управлению оборудованием и процессами обработки от ЭВМ, в ГАП.
При автоматизации проектирования и управления производством с помощью ЭВМ часть элементов технологической подготовки производства передается АСУП. В самостоятельную группу выделяются элементы, связанные с проектированием технологических процессов и конструированием специальной технологической оснастки. Именно эту часть ТПП принято называть в настоящее время собственно технологической подготовкой производства.
Проникновение вычислительной техники в сферу инженерной деятельности, передача решения многих задач ЭВМ, постепенное объединение их в комплексы задач и системы проектирования привели к созданию автоматизированных систем технологической подготовки производства (АС ТПП).
Т.о. автоматизированная система технологической подготовки производства – совокупность методов, алгоритмов, программ, математического обеспечения, технических средств и организационных мероприятий, объединенных с целью автоматизированного осуществления ТПП.
АС ТПП при ее полном развитии должна обеспечивать решение разнообразных задач, встречающихся при технологическом проектировании. Для этого необходима разработка достаточного количества функциональных подсистем. Функциональные подсистемы, входящие в состав АС ТПП, можно разбить на две группы: проектирование технологических процессов и конструирование специальной технологической оснастки.
Во всех подсистемах проектирования технологических процессов последовательность решения задач следующая:
анализ и подготовка исходных данных для принятия ряда принципиальных решений, определяющих технологический процесс;
формирование принципиальной схемы технологического процесса с указанием основного процесса формообразования;
детализация схемы технологического процесса;
нормирование технологического процесса;
формирование технологической документации.
При конструировании оснастки этот перечень выглядит так:
анализ и подготовка информации для принятия принципиальных решений;
выбор конструктивных решений из имеющихся таковых;
компоновка конструкции приспособления;
доработка отдельных типовых элементов конструкции приспособления;
проведение технико–экономических расчетов;
оформление конструкторской документации;
разработка процессов изготовления специальных деталей оснастки.
В данном пособии мы коснемся только систем проектирования технологических процессов, вопросы разработки систем проектирования специальной технологической оснастки предполагается изложить в другой работе.
Появление первых работ по Автоматизации технологического проектирования (АТП) приходится на середину пятидесятых годов. Это работы Гильмана А.М., Цветкова В.Д. и др., в которых еще только делались робкие шаги по пути исследования возможностей использования ЭВТ при решении технологических задач.
В настоящее время проблемами АТП занимаются многочисленные организации, как в России, так и за рубежом. Наиболее интересных результатов, которые достаточно хорошо опубликованы в печати, добились коллективы ИТК АН Белоруссии, ЛИТМО, ЦНИТИ, МВТУ, МАТИ, МАИ, НИАТ и другие.
Одной из важных задач, которые необходимо решать разработчикам при разработке АСТП, является выбор при разработке метода проектирования технологических процессов, который должен быть реализован в системе.
В зависимости от решения этой задачи в области создания АСТП можно выделить несколько направлений (схема.3.1.).
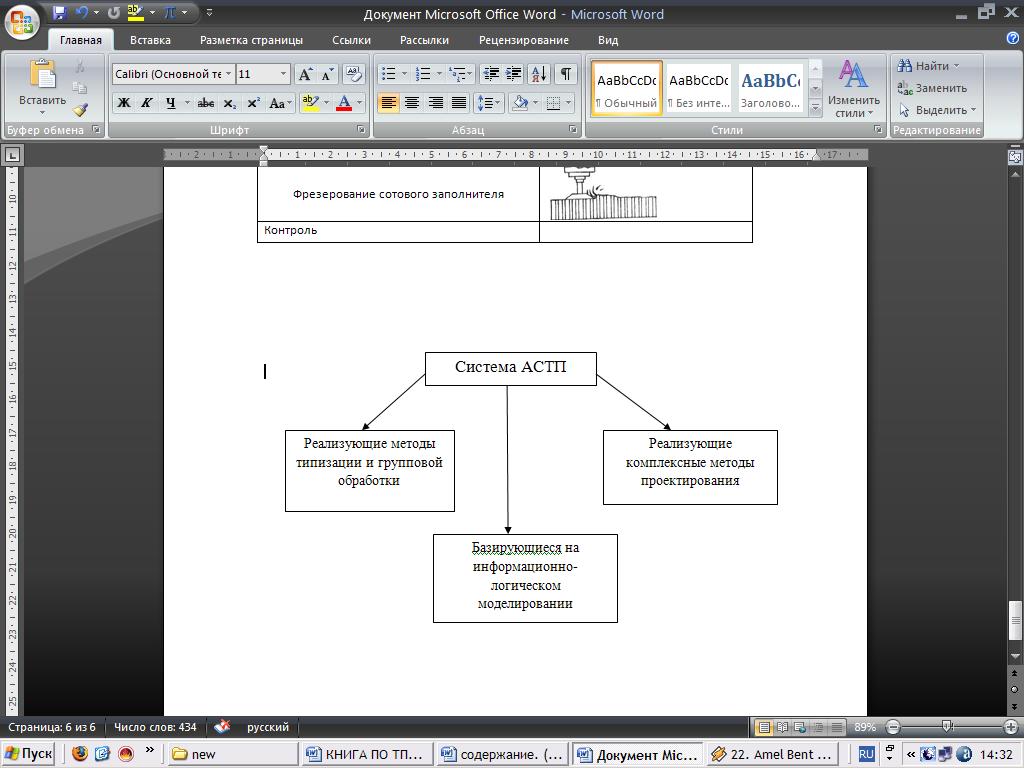

Схема 3.1.
Наиболее представительным является направление по созданию автоматизированных систем технологического проектирования, которые реализуют идеи типизации и групповой обработки. Содержание понятия типизации, сформированные еще в 1937-38 гг. практически остались неизменными и до настоящего времени. Современное состояние типизации характеризуется весьма большим разнообразием подходов к классификации элементов процессов, базирующихся на различных признаках классификации. Вследствие этого, перед разработчиками АСТП стоит важный и сложный выбор или построение классификации, позволяющей решать необходимые задачи в процессе технологического проектирования. К сожалению, до настоящего времени в рамках типизации этот вопрос еще не нашел удовлетворительного решения.
Следует также отметить, что эффективное использование типизации ограничивается мелкосерийным производством и, кроме того, каждый типовой технологический процесс проектируется как окончательный для данных условий и времени и не допускает вариантов в принципиальной схеме.
Предположенный и разрабатываемый на кафедре 104 МАИ комплексный метод проектирования технологических процессов позволяет в значительной мере преодолеть трудности, возникающие при реализации идей типизации в АСТП.