

Процессы выполнения комбинированных соединений.
В самолето- и вертолетостроении часто применяются комбинированные соединения: клеесварные, клееклепанные, клеевинтовые, клееболтовые, которые успешно сочетают многие положительные качества тех и других, повышают прочность и эксплуатационные характеристики конструкций.
Клеесварные соединения выполняются одним из следующих способов:
точечной сваркой по слою жидкого или пастообразного клея;
введение клеев в зазоры между сваренными поверхностями.
Технологический процесс по первому способу включает операции: предварительная сборка, подготовка поверхностей, нанесения клея, сборка, сварка, полимеризация клея, нанесение антикоррозионных покрытий.
Подготовка поверхности производится методами под контактную (точечную, роликовую) электросварку. Для этого способа пригодны клеи ВК-1МС, ВК-1, ВК-9, ВК-32-ЭМ и ряд других, способных выжиматься с контактных поверхностей под давлением электродов, не препятствуя образованию сварной точки требуемого качества. Сварка производится на обычных контактных точечных машинах. Существенное преимущество сварки по клею – гарантированное высокое качество заполнения клеем сварного шва.
При втором способе под кромки, выполненного контактной сваркой соединения, с помощью специального шприца вводят клей невысокой вязкости (рис.4.28).
Технологический процесс включает операции: предварительная сборка, подготовка поверхностей под сварку, сборка и постановка технологических болтов, сварка, контроль качества сварки, подготовка поверхностей под склеивание, введение клея в нахлестку, постановка контрольных заклепок, отверждение клея.
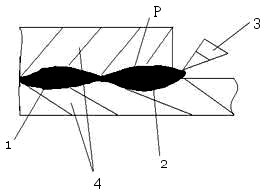
Рис 4.28. Введение клея в зазоры: 1 – сварная точка; 2 – клей; 3 – шприц; 4–свариваемые детали.
Клей проникает в зазор между пластинами, расположенными на расстоянии d под действием силы капиллярного давления Р, которое приближенно определяется из выражения
Р
=
 ,
,
где θ- краевой угол, α- коэффициент поверхностного натяжения.
Установлено, что гарантированное заполнение зазоров достигается при нахлестке не более 12 мм и с зазорами не более 0,08 мм для клея КЛН-1, а для клеев ВК-1МС, ВК-9 величина нахлестки до 30 мм, минимальный зазор – 0,03 мм.
На практике применяют нахлестку 15…18 мм, зазор 0,05…0,15 мм.
Клеемеханические соединения (клеезаклепочные, клеевинтовые, клееболтовые) могут выполняться по двум схемам:
- установкой элементов механического крепления по ранее выполненному клеевому соединению;
- установкой элементов механического крепления по незатвердевшему клею с последующим отвердением клея в комбинированном соединении.
Комбинированные соединения отличаются герметичностью, антикоррозионной стойкостью, высокой ударной и усталостной прочностью, надежностью при длительной эксплуатации.
Точность и технико-экономические показатели различных методов базирования.
При сборке одного и того же узла, панели, отсека, агрегата для установки деталей каркаса и обшивки в сборочное положение применяют различные сборочные базы, рассмотренные выше.
Во всех случаях применения при сборке одного изделия нескольких сборочных баз основным методом базирования считается тот, при котором формируется внешний обвод агрегата с допустимыми отклонениями, указываемыми в технических условиях на изготовление летательного аппарата.
При удовлетворении требований по точности несколькими методами базирования выбирают тот, который имеет наилучшие технико-экономические показатели.
При расчетах технологической себестоимости запускаемого в серийное изготовление вертолета определяют технико-экономические показатели:
в сфере подготовки производства;
в сфере основного производства.
Технологическая себестоимость изделия рассчитывается из следующих затрат:
расход металла на оснастку (G осн.);
трудоемкость изготовления оснастки (Т осн.);
себестоимость изготовления оснастки (С осн.);
необходимое количество единиц сборочной оснастки (N осн.).
Для удобства сравнения технико-экономических показателей при различных методах базирования за 100% принимаются затраты при сборке с базой «внешняя поверхность обшивки».
Наилучшие технико-экономические показатели в сфере подготовки производства при сборке узлов, панелей имеют методы базирования по СО, КФО и по внутренней поверхности обшивки. Затраты на оснастку для изготовления и сборки узлов и панелей с базированием по СО и КФО составляют 35-45% затрат соответствующих методам базирования по внешней поверхности обшивки или поверхности каркаса. Объясняется это тем, что при базировании по СО, КФО и внутренней поверхности обшивки требуется простая, менее трудоемкая и дешевая оснастка.
При сборке по СО, КФО приспособления имеют меньшее количество балок, колонн, ложементов и совершенно не имеют рубильников, необходимых в приспособлениях при базировании по внешней поверхности обшивки и поверхности каркаса.
При базировании по СО многие узлы и панели собираются вообще без приспособлений на столах, верстаках или в переналаживаемых сборочных приспособлениях. Это приводит к снижению не только расхода металла на оснастку, трудоемкости и себестоимости ее изготовления, но и количества необходимой для сборки оснастки.
Если рассматривать технико-экономические показатели методов сборки в сфере основного производства, то при методе сборки «базирование по поверхности каркаса» себестоимость сборки выше, чем при базировании по внешней поверхности обшивки. Это связано с тем, что при базировании по поверхности каркаса уменьшается объем работ по панелированию, но значительно увеличен объем клепальных работ, выполняемых в стапелях общей сборки ручным инструментом (пневмодрели, пневмомолотки).
Большой объем панелирования, выделение сборки и клепки панелей на самостоятельные участки работы, применение более совершенных сборочных приспособлений, уменьшение объема сборочно-клепальных работ при общей сборке отсеков и агрегатов – всё это повышает технико-экономические показатели в сфере основного производства.
При запуске изделия в серийное производство, исходя из его конструктивных особенностей, определяют общую схему сборки, проводят расчеты технико-экономических показателей по подготовке производства и по основному производству, определяя какие методы сборки применить для сборки отсеков, агрегатов и ЛА в целом.