

Глава 6. Процессы формообразования разделением полуфабриката а удалением лишнего материала. §1. Классификация процессов и припуски на обработку.

Рис. 3.15 Классификация процессов разделения полуфабриката и удаления излишнего материала
Для разделения полуфабриката на заготовки и детали и удаления излишнего материала применяют многочисленные процессы, которые по виду энергии, подводимой в зону обработки, можно подразделить на следующие подгруппы: механические, электрические, электрохимические, химические, акустические, тепловые. Каждую подгруппу по физико-химической однородности можно разделить на частные технологические процессы (рис. 3.15), которые, в свою очередь, состоят из разнообразных видов обработки. В соответствии с этой классификацией далее приведены характеристики частных процессов формообразования разделением полуфабриката и удалением излишнего материала.
Для образования формы и размеров детали соответствующей точности с поверхностей заготовки удаляется слой материала, который называют припуском на обработку. Припуск на обработку должен обеспечивать устранение всех погрешностей предыдущей обработки с учетом погрешностей базирования и закрепления заготовки на выполняемой операции.
Суммарная
величина минимального припуска
 (рис. 3.16) на обрабатываемую поверхность
при наименьшем предельном размере
заготовки для наружных поверхностей
(
(рис. 3.16) на обрабатываемую поверхность
при наименьшем предельном размере
заготовки для наружных поверхностей
( ,
,
 )
или при наибольшем предельном размере
заготовки для внутренних поверхностей
(
)
или при наибольшем предельном размере
заготовки для внутренних поверхностей
( ,
,
 )
для какого-либо перехода определяется
по формуле
)
для какого-либо перехода определяется
по формуле

где
 – высота микронеровностей, полученных
на предшествующем переходе;
– высота микронеровностей, полученных
на предшествующем переходе;
 – глубина поверхностного дефектного
слоя;
– глубина поверхностного дефектного
слоя;
 – погрешность формы на предшествующем
переходе (векторная сумма пространственных
отклонений);
– погрешность формы на предшествующем
переходе (векторная сумма пространственных
отклонений);
 – погрешность установки на выполняемом
переходе (векторная сумма погрешностей
базирования и закрепления).
– погрешность установки на выполняемом
переходе (векторная сумма погрешностей
базирования и закрепления).
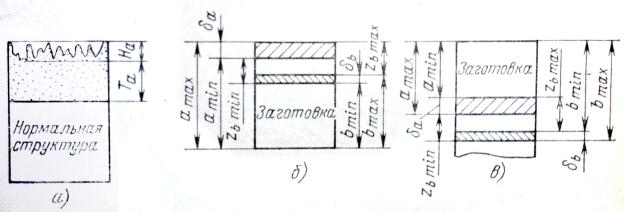
Рис. 3.16. Схема расположения микронеровностей и дефектного слоя (а), допусков и припусков на обработку наружных (б) и внутренних (в) поверхностей:
а
– размер и
 – допуск на размер, полученный на
предшествующем переходе; в
– размер и
– допуск на размер, полученный на
предшествующем переходе; в
– размер и
 – допуск на размер, которые должны быть
получены на выполняемом переходе;
– допуск на размер, которые должны быть
получены на выполняемом переходе;
 – припуск на выполняемый переход.
– припуск на выполняемый переход.
Чистота поверхностей определяется шероховатостью, т. е. неровностями с относительно малым шагом по ГОСТ.
Глубина дефектного слоя зависит от вида и режима обработки, например, в результате нагрева и вредных деформаций она достигает (в мм): при точении – 0,2...2; при шлифовании – 0,0125...0,075; при хонинговании – 0,0025...0,025; при суперфинишировании – 0,00025.
Погрешность формы , полученная на предшествующем переходе обработки, существенно влияет на погрешности формы на выполняемом переходе. Например, овальность заготовки обычно приводит к овальности детали. В случае автоматического получения размеров деталей на предварительно настроенных станках при наименьшем предельном размере заготовки получают наименьший предельный размер после обработки . И наоборот, при наибольшем предельном размере заготовки после обработки получают наибольший предельный размер .
Погрешность установки на выполняемом переходе составляется из погрешностей базирования и закрепления заготовки. Например, при совмещении конструктивной и установочной баз погрешность базирования равна нулю. Погрешность закрепления зависит от вида зажимного устройства.
Действительные
припуски на обработку располагаются в
пределах минимального
и максимального
 припусков в зависимости от действительных
размеров заготовки.
припусков в зависимости от действительных
размеров заготовки.
Допуск
на припуск
 определяется как разность предельных
значений припуска:
определяется как разность предельных
значений припуска:

Общий
припуск
 ,
необходимый для всех переходов от
черновой заготовки до получения
готовой детали соответствующей точности,
определяется как сумма промежуточных
припусков:
,
необходимый для всех переходов от
черновой заготовки до получения
готовой детали соответствующей точности,
определяется как сумма промежуточных
припусков:

Таким образом, размер заготовки слагается из номинального размера и общего припуска на обработку.
Общий припуск рассчитывается в соответствии со схемой технологического процесса изготовления детали начиная с последнего окончательного перехода обработки данной поверхности.
Припуск на полирование, когда достигается только заданная шероховатость поверхности, не рассчитывают. При полировании удаляются лишь гребешки микронеровностей в пределах допуска на размер детали, полученного на предшествующем переходе обработки.