

Затраты времени на обработку одного изделия для каждого из типов оборудования
Тип оборудования |
Затраты времени (станко-час) на изготовление одного изделия вида |
Общий фонд рабочего времени оборудования (4) |
||
А |
В |
С |
||
Фрезерное |
2 |
4 |
5 |
120 |
Токарное |
1 |
8 |
6 |
280 |
Сварочное |
7 |
4 |
5 |
240 |
Шлифовальное |
4 |
6 |
7 |
Таблица
3.3.
|
Прибыль (руб.) |
10 |
14 |
12 |
|

Тогда для производства такого количества изделий потребуется затратить: 2х1+4х2+5х3 станко-часов фрезерного оборудования.
Так как общий фонд рабочего времени станков данного типа не может превышать 120, то должно выполняться неравенство
2х1+4х2+5х3≤120
Аналогичные рассуждения относительно возможного использования токарного, сварочного и шлифовального оборудования приведут к следующим неравенствам:
х1+8х2+6х3≤280
7х1+4х2+5х3≤240
4х1+6х2+7х3≤360
При этом, так как количество изготовляемых изделий не может быть отрицательным, то х1≥0, х2≥0, х3≥0.
Далее, если будет изготовлено х1 единиц изделий вида А, х2 единиц изделий вида В и х3 единиц изделий вида С, то прибыль от их реализации составит
F=10х1+14х2+12х3
Таким образом, приходим к следующей математической задаче: дана система


2х1+4х2+5х3≤120,
х1+8х2+6х3≤280, (15)
7х1+4х2+5х3≤240,
4х1+6х2+7х3≤360
четырех линейных неравенств с тремя неизвестными хj (j=1,3) и линейная функция относительно этих же переменных
F=10х1+14х2+12х3; (16)
требуется среди всех неотрицательных решений системы неравенств (15) найти такое, при котором функция (16) примет максимальное значение.
Метод ветвей и границ.
Метод ветвей и границ заключается в разбиении конечного множества, на котором ищется экстремум, на несколько подмножеств и в выяснении перспективности каждого из них. Если подмножество неперспективно, оно исключается из рассмотрения. Если в подмножестве может находиться экстремум, оно подвергается дальнейшему разбиению и исследованию. Разбиение и исследование продолжаются до тех пор, пока не будет выявлена единственная наилучшая точка. Исключение из рассмотрения неперспективных точек обуславливает направленность перебора. В большинстве задач дискретного программирования оценки перспективности подмножеств точек могут быть только приближенными. Если применяются излишне оптимистические оценки перспективности, перебор начинает приближаться к полному, увеличиваются потери на поиск. Если правила выбора перспективных ветвей излишне пессимистические, то снижается надежность определения экстремума.
Рассмотрим использование метода ветвей и границ для определения оптимальной последовательности фрезерования поверхностей.
Определение последовательности фрезерования отдельных поверхностей и их совокупностей является достаточно сложной задачей. Это обусловлено большим количеством факторов, влияющих на последовательность обработки и неясностью связей между факторами, затрудняющих выявление закономерностей построения последовательностей обработки.
Эту задачу трансформируем в задачу минимизации холостых перемещений инструмента. Такой подход возможен потому, что последовательность обработки будем искать в рамках установки, т.е. вопросы, связанные с определением поверхностей базирования и закрепления, решены.
Сокращение длины холостых перемещений является одним из резервов увеличения производительности труда. Под холостым перемещением понимается движение фрезы между двумя рабочими перемещениями. Одним рабочим перемещением может обрабатываться как одна, так и совокупность поверхностей (карман, колодец, контур) (рис. 3.2).
Все множество холостых перемещений для данной установки, имеющей n рабочих перемещений, можно представить в виде ориентированного графа
_
G=(c, U),
у которого: с – множество вершин (множество рабочих перемещений); U – множество ориентированных дуг (наличие дуги указывает на возможность перемещения от одного рабочего перемещения к другому).
В реальных условиях граф G не является полным, так как существуют условия, запрещающие перемещения. К этим условиям можно отнести: расположение элементов базирующих и закрепляющих устройств; нежелательное изменение внутренних напряжений и перераспределение жесткости системы СПИД; выделение большого количества тепла, затрудняющего получение необходимой шероховатости и точности и т.д.
Задача минимизации холостых перемещений ставится в терминах дискретного программирования и формулируется следующим образом.
Минимизировать целевую функцию
n n
Σ Σ Cij Xij,
i=1 j=1
где Сij=∞.
Через Сij>0 обозначим расстояние между рабочими перемещениями i и j. Сij=∞, если «прямого» маршрута между перемещениями i и j не существует. В некоторых случаях Сij≠Сji, т.е. начало обработки не совпадает с окончанием.
Булевы, перемещенные Xij, определяются следующим образом:
I,
если цикл включает холостое перемещение
от рабочего перемещения i
к j
; 0,
в противном случае.


Xij=
Переменные удовлетворяют условиям:
 , i
є {1,2,…,n}
(отход)
, i
є {1,2,…,n}
(отход)
 , j
є {1,2,…,n}
(подход)
, j
є {1,2,…,n}
(подход)
Xij – неотрицательные целые при любых i и j.
Решение-цикл
Условие Сii=∞ принимается для того, чтобы исключить возможность появления в оптимальном решении значений Xii=I, не имеющих смысла.
Наилучшие результаты при решении поставленной задачи были получены при использовании метода ветвей и границ.
Существует несколько модификаций метода ветвей и границ. Здесь рассмотрим метод «задания маршрутов», так как для его применения нет необходимости решать предварительную задачу линейного программирования о назначениях. Для определения нижней оценки оптимального значения целевой функции применяется метод, основанный на том, что расстояние должно быть, по крайней мере, равно сумме Cij при Xij=1 плюс сумма наименьших Cij в остальных случаях.
Алгоритм определения оптимального цикла, реалиизующий метод задания маршрутов, имеет вид: Сформировать список задач и для каждой задачи из этого списка проделать следующие шаги.
Шаг 1.
Прекратить вычисления, если основной список пуст. В противном случае выбрать одну задачу и вычеркнуть ее из основного списка.
Шаг 2.
Определить нижнюю оценку целевой функции для любого цикла, порождаемого выбранной задачей. Если же нижняя оценка больше или равна X0t, то принять X0t+1 и вернуться к шагу 1. В противном случае перейти к шагу 3.
Шаг 3.
Если текущее решение определяет цикл, то зафиксировать его, принять X0t+1 равным соответствующему значению целевой функции и вернуться к шагу 1. В противном случае перейти к шагу 4.
Шаг 4.
При наличии возможности выбрать переменную Хhk, не входящую в текущее решение, такую, что Сhk<∞ при условии, что Хhk=1 не приводит к образованию подцикла на переменных, уже вошедших в решение. При таком выборе внести в основной список задач две задачи.
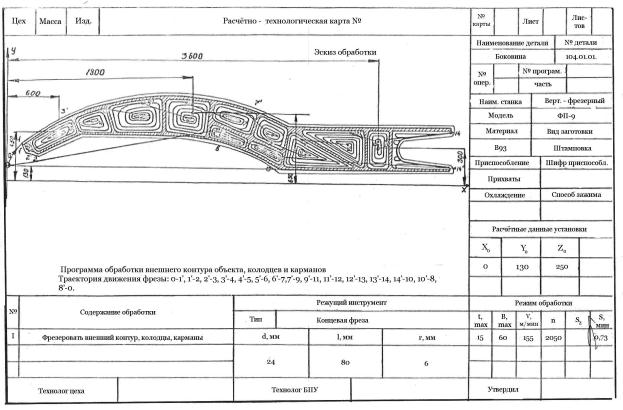
Рис. 3.17.
Каждую из этих задач принять идентичной задаче, выбранной на шаге 1, за исключением лишь того, что в одну из них ввести изменение Сhk=∞, а в другую – условие Хhk=1 и изменение Сkh=∞. Принять X0t+1= X0t и вернуться к шагу 1.
По приведенному алгоритму была составлена программа и проведен ряд экспериментов на электронно-вычислительной машине. Результаты экспериментов показали большую эффективность программы в смысле нахождения оптимального цикла, но при этом очень быстро возрастает время счета с увеличением размерности
задачи. На рис. 3.17 представлена траектория, сформированная с помощью этого алгоритма, для изображенной детали.