§2. Реализация процессов в системе pdm.
Основой для любого высокотехнологического производства является цифровая мастер-модель, так как именно 3D-модель позволяет однозначно определить ее точную реализацию на станках ЧПУ. Это утверждение в настоящее время уже мало кто будет оспаривать. К тому же ощутимый экономический эффект от применения 3D-моделирования достигается уже просто за счет сокращения количества ошибок. Однако, максимальный эффект проявляется в том случае, если использовать его на всех стадиях производства. Здесь имеется в виду применение методики так называемого сквозного проектирования, которое в конечном итоге позволяет образовать замкнутый технологический цикл. Особо следует отметить, что еще одна немаловажная часть данной методологии сквозного 3D- моделирования – это PDM-система, которая является связующим звеном между инженерными и производственными службами. Применение данной методики дает существенный экономический эффект: сокращаются сроки создания за счет распараллеливания работ новых изделий, оснастки для их изготовления, достигается гарантированное качество, повышается качество конструкторской и технологической документации, существенно уменьшается время подготовки программ для станков с ЧПУ и пр.
PDM-система (Product Data Management — система управления данными об изделии) — организационно-техническая система, обеспечивающая управление всей информацией об изделии. При этом в качестве изделий могут рассматриваться различные сложные технические объекты (корабли и автомобили, самолёты и ракеты, компьютерные сети и др.). Управление промышленными данными обеспечивает связи между различными данными, определяющими продукт. Промышленные данные включают инженерную информацию, такую как CAD-модели, эскизы и связанные документы (спецификации, технические задания, планы производства, сборки тестирования).
Основные характеристики
Современная система PDM в наиболее полном объеме реализует функции управления составом изделия, структурой всех его составных частей, деталей, узлов и агрегатов. Кроме того, в управляемую структуру должны входить и управляться системой дополнительные структурированные информационные объекты, состав которых отражает все необходимые данные для организации работ по производству самого изделия – структура оснастки, инструментального парка, операций и переходов, технологических приемов. Современная система PDM управляет и обеспечивает обмен данными о структуре изделия и вносимых в него изменениях, обеспечивает взаимодействие с любыми корпоративными приложениями в рамках определения и управления действий по внесению изменений в изделие, за счет чего упрощаются процессы совершенствования и модификации. Она должна обеспечивать создание и поддержку множества взаимозависимых и взаимоувязанных спецификаций изделия (классические BOM, конструкторские, технологические, заказные спецификации, спецификации на покупные изделия, спецификации поставок и т.д.), благодаря чему пользователь получает согласованное представление об изделии на протяжении всего его жизненного цикла. Современная система PDM должна иметь многоуровневый механизм управления реквизитами-атрибутами, настраиваемый на конкретный состав задач по управлению тем или иным узлом, агрегатом или даже изделием в целом; в обязательном порядке должна иметь встроенный механизм управления жизненным циклом изделия. В этот механизм должны входить средства ролевого управления любым пользователем системы PDM, средства отображения текущего состояния любого бизнес-объекта в терминах жизненного цикла, средства протоколирования состояний каждого бизнес-объекта, учет всех его состояний и средства администрирования.
В PDM-системах обобщены такие технологии, как:
управление инженерными данными (engineering data management — EDM;
управление документами;
управление информацией об изделии (product information management — PIM);
управление техническими данными (technical data management — TDM);
управление технической информацией (technical information management — TIM);

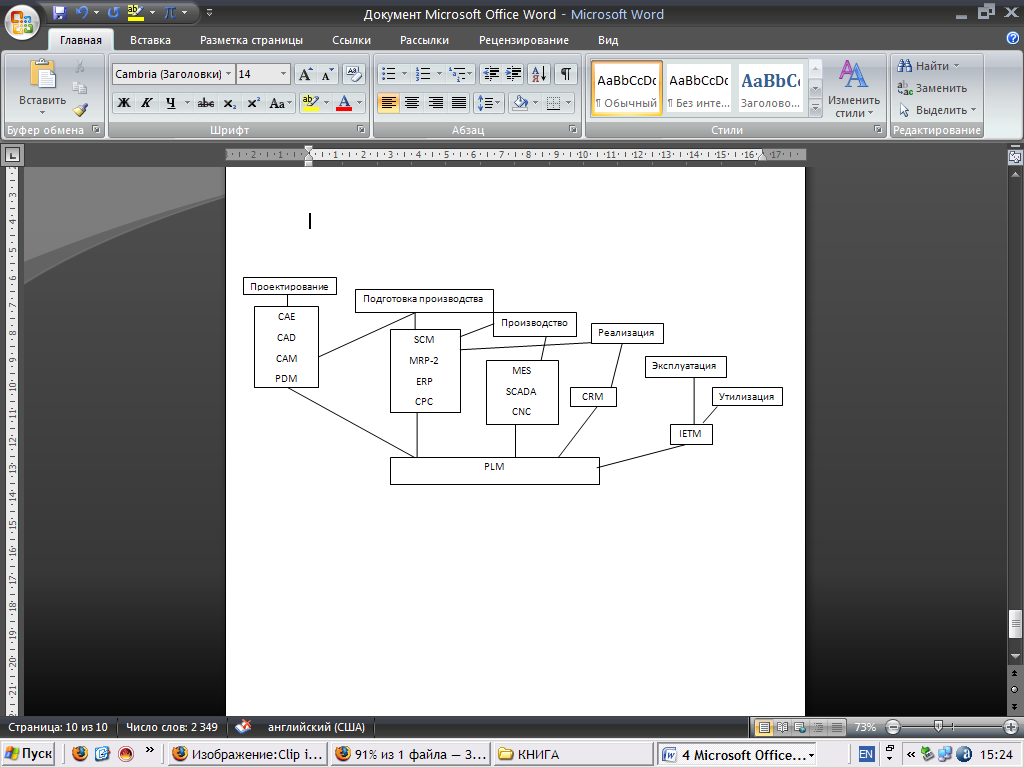
Рис.3.12
управление изображениями и манипулирование информацией, всесторонне определяющей конкретное изделие.