

Глава 14. Проектирование оптимальных технологических процессов для гибкого автоматизированного производства.
Применение производственных систем (ГПС) повышает производительность труда, улучшает загрузку оборудования и сокращает затраты на транспортные работы.
При проектировании технологических процессов для ГПС, необходимо учитывать множество критериев. В процессе проектирования решают следующие задачи:
- выбор из множества оборудования, составляющих ГПС, оборудование, которое необходимо и целесообразно для изготовления заданного изделия;
- формирование множества альтернативных вариантов на основе выбранного оборудования;
- определение для каждой операции допустимых областей изменения режимов обработки.
Далее решают задачи, связанные с планированием изготовления всей совокупности изделий:
- определение оптимального распределения работ между оборудованием;
- оптимизации последовательности запуска изделий в обработку.
При выборе оборудования для изготовления i-той детали можно использовать выражение:
{εi1}{<,=,>},{ρj1}^…^{εimj}{<,=,>}{ ρjmj},
где {εi} – совокупность параметров i – той детали; {ρj} – совокупность технологических возможностей j – того оборудования; mj – число параметров, описывающих технологические возможности j-того оборудования.
В качестве примера приведем логическое условие, гарантирующее изготовление i – той детали на j - том оборудовании:
Фij=(Bi≤Bj)^(Hi≤Hj)^(DCi≤DCj) (17)
В данном случае совокупность {εi} включает следующие параметры детали: В – максимальная ширина; Н – максимальная высота; DC – максимальный диаметр сверления.
При выполнении условия (17) возможны ситуации, когда требуемая операция изготовления детали может быть реализована на различных станках. В этом случае необходимо сформировать множество альтернативных вариантов обработки.
Допустим, маршрут изготовления детали di требует проведения N операций, для которых выбраны М станков. Примем, что для К операций можно использовать mk станков, причем mk>1.
Общее число вариантов обработки будет

Если объединить несколько последовательных операций l,l+1,…, l+8, то число альтернативных вариантов уменьшится до величины
 (18)
(18)
(k≠l,l+1,…,l+8)
На рис. 3.18 изображен граф, иллюстрирующий варианты изготовления деталей, требующие выполнения 4-х операций при наличии 5-ти станков. Толстыми линиями обозначены варианты, построенные с учетом формулы (18).
При расчете режимов обработки выясняется диапазон их изменения, так как режимы резания при максимальной производительности значительно выше, чем при минимальной себестоимости обработки. Предельные значения режимов резания определяются из уравнений, полученных приравниванием нулю производных от выражений себестоимости и производительности относительно скорости резания (v) и подачи (s).
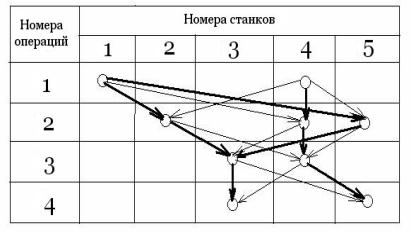 Рис.
3.18.
Рис.
3.18.
Например, исходя из выражения для расчета себестоимости, получается целевая функция в виде:
где d – диаметр обработки; l – длина обработки; Е – стоимость станко-минуты; tсм – время смены инструмента; Э – стоимость эксплуатации режущего инструмента (руб/мин); А1 – постоянная в выражении для определения стойкости инструмента, не зависящая от режимов резания; А2, А3 – показатели степени в формуле определения стойкости инструмента.
Скорость резания, обеспечивающая минимальную себестоимость обработки, в данном случае определяется:
Целевая функция для оптимального распределения работ между станками, с учетом всей совокупности изготовляемых деталей, может быть следующей:
где N – число разных деталей; М – количество станков; Tij – время обработки партии i – той детали на j – том станке; Xij – индикатор применения j – того станка для изготовления i – той детали (Xijє{0,1}).
В качестве ограничения необходимо учесть условия:

 где
Fj
– допустимый фонд времени j
– того станка.
где
Fj
– допустимый фонд времени j
– того станка.
При выборе оптимального порядка обработки можно использовать подходы теории расписаний. Результатом планирования будет план-график изготовления деталей в ГПС.
Если в данную номенклатуру деталей добавляется новая деталь dN+1, то сравнивают предварительно альтернативные варианты изготовления этой детали. Для оценки можно использовать показатели загрузки станков, трудоемкости и сложности обработки.
Оценка загрузки станков при изготовлении детали по j-тому варианту выражается отношением:

где Зcpi – средняя загрузка станков, применяемых при j-ом варианте обработки; Зcp – средняя загрузка станков, составляющих ГПС.
При оценке времени изготовления детали используется соотношение:

Показатель сложности обработки (KG) учитывает геометрическую сложность ограничиваемых деталь поверхностей, число используемых инструментов и характерные размеры. Оценка сложности обработки определяется аналогичным по форме выражением:
где KGN+1 – показатель сложности изготовления dN+1 детали; KGcp – средняя сложность изготовления деталей.
Целевыми функциями при выборе варианта, обеспечивающего наибольшую эффективность применения ГПС, является
Z=
Применение изложенной методики позволяет решать поставленные задачи поэтапно и повышает эффективность применения ГПС.