Обобщенная схема технологических процессов выполнения соединения.
Соединения выполняются после взаимной ориентации, фиксации и закрепления собираемых элементов конструкции.
Первым этапом ТП выполнения соединения является образование и обработка отверстий под крепежные элементы, подготовка поверхностей соединяемых элементов конструкции.
Отверстия под заклепки и болты образуют сверлением и обрабатываются разверткой или протяжкой. В необходимых случаях, с целью повышения усталостной прочности соединений, отверстия дорнируются или раскатываются. Для сварных, паяных, клеевых и комбинированных соединений проводится тщательная подготовка поверхностей соединяемых элементов конструкции. Она состоит в выравнивании, формовании и очистке кромок в местах соединения. Иногда в местах наносят грунты или применяют анодирование.
На втором этапе устанавливают крепеж (болты, заклепки) или наносится клеевой слой, укладывается припой в соответствие с видом соединения. Заклепки и болты могут быть установлены в отверстия с разной величиной радиального натяга, что оказывает существенное влияние на ресурс соединений. Толщина клеевого слоя, а также припоя влияет на качество соединений. В клееклепанных соединениях необходимо нанесение клеевого слоя и установка крепежа в строгой последовательности, определенной технологическим процессом. В клеесварных соединениях клей может наноситься до сварки или вводиться в шов после сварки, что также определяется технологическим процессом.
На третьем этапе производится расклепывание заклепок, затягивание болтов с помощью гаек, собственно сварка, пайка, склеивание. Величина осевого натяга при клепке и установке болтов, режимы сварки, пайки, склеивания оказывают большое влияние на ресурс соединения, и регламентируется директивными технологическими документами.
На завершающем, четвертом этапе производится обработка (если она необходима) и контроль соединений. Так, в некоторых видах заклепочных соединений требуется снять излишек выступающей части головки заклепки. В сварных и паяных соединениях может производиться термическая обработка и правка, очистка от шлаков, нанесение защитных покрытий. Контроль заклепочных и болтовых соединений осуществляется визуально, а сварных, паяных и клеевых соединений – с помощью специальных приборов и устройств. Кроме того соединения контролируются на герметичность и статическую и усталостную прочность (путем испытания образцов).
Силовые схемы соединений.
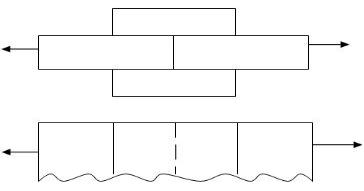
Все многообразие соединений можно разделить на подвижные и неподвижные. Подвижные обеспечивают в некоторых условиях подвижность одних элементов конструкции относительно других. Они применяются для крепления закрылок, рулей, элеронов, стоек шасси, крышек люков и т.п. В качестве крепежных элементов в этих соединениях чаще всего используют специальные болты, являющиеся одновременно и осью поворота. В конструкциях самолетов и вертолетов преобладают неподвижные соединение (НС), поэтому рассмотрим их более подробно. По характеру передаваемых усилий НС делятся на соединения, работающие на растяжение и соединения, работающие на срез (Рис. 2.15).
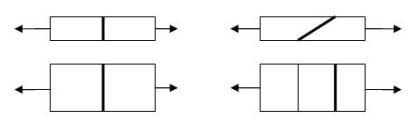
Рис.
4.15.
а) торцевое; б) на ус.

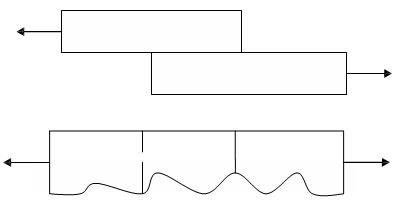
Рис.42.16.
Односрезное
в
нахлестку

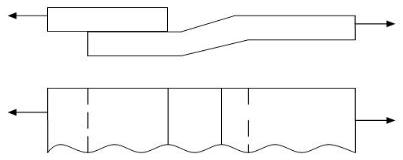
Рис..17.
Односрезное с подсечкой

Следует иметь в виду, что обычно все виды усилий действуют совместно. Поэтому мы говорим о преобладающих усилиях.
Торцевые (фронтальные, лобовые) соединения наиболее часто применяются при сварке плавлением, а при достаточной толщине материала – при склеивании и пайке. Соединения на ус чаще всего применяются при склеивании элементов, имеющих достаточно большую толщину. Фланцевые соединения применяются при стыковке отсеков и агрегатов с помощью болтов. Соединения, работающие на срез, применяются особенно часто в конструкциях планера, особенно изготовленных с помощью клепки, пайки, склеивания, а также собранных с помощью болтов.
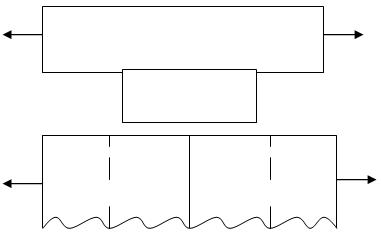
Рис.4.18.
Односрезное
с
одной накладкой

Рис.4.19.
Двухсрезное