

Сборка по базе «поверхность каркаса».
При такой сборке обшивки (или панели) устанавливаются на базовую поверхность каркаса и прижимаются к ней на период выполнения соединения. Существует несколько вариантов этого метода базирования. (Рис. 4.9).
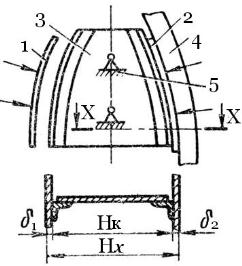
Рис.4.9. Сборка по базе «поверхность каркаса».
1- обшивка (панель) до установки на каркас; 2-обшивка, установленная на каркас; 3-каркас; 4- Элементы сборочного приспособления, прижимающие обшивку к каркасу; 5-фиксация каркаса в сборочном приспособлении.
Размер собранного агрегата в приспособлении с базированием по поверхности каркаса будет:
Нх = Нк+δ1 + δ2,
где Нх – номинальный размер внешнего обвода собираемого изделия в рассматриваемом сечении; Нк – номинальный размер каркаса; δ1, δ2 – номинальная толщина обшивок (панелей).
Таким образом, погрешность при сборке будет:
∆Нх = ∆Нк + ∆δ1 + ∆δ2 + ci.
Если обшивке присоединяется к каркасу при помощи клея или припоя (рис. 2.9), то погрешность внешнего обвода будет
∆Нх = ∆Нк + ∆δк’ + ∆δ1 + ∆δк’’ + ∆δ2 + ci,
здесь ∆δк’, ∆δк’’ – погрешности по толщине слоя клея (припоя).
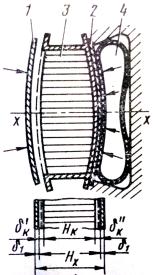
Рис.4.10. Погрешности при базировании по поверхности каркаса
1 – Обшивка; 2 - Слой клея (припой); 3 – Соты; 4 - Резиновый мешок.
Таким образом, рассмотренные варианты базирования по поверхности каркаса показывают, что отклонения ∆Нх в точности обвода изделия зависят от точности образования обводов каркаса, отклонений по толщине обшивок и толщине слоя связующего вещества (клея или припоя).
Если поверхность каркаса волнистая, это проявляется и на внешних обводах обшивки. Это объясняется тем, что жесткость каркаса больше жесткости обшивки, прижимаемой к нему силами N-N.
Сборка в приспособлении с базой «наружная поверхность обшивки».
При этом способе сборки обшивка (или панель) прижимается наружным обводом к опорным поверхностям приспособления на период соединения ее с каркасом. (Рис. 4.11).
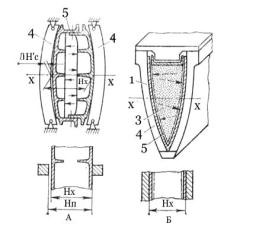
Рис. 4.11. Схемы базирования по наружной поверхности обшивки:
А-конструкция из монолитных панелей; Б- конструкция с самовспенивающимся заполнителем; 1 – панель (обшивка); 2 – компенсатор; 3- каркас; 4-рубильники (ограничительные плиты) приспособления; 5 – соединяющий элемент (заклепка, болт, клей); 6 – стрингер.
Сборка в приспособлении с базой «внутренняя поверхность обшивки».
При такой сборке обшивка (или панель) прижимается внутренним обводом к опорным поверхностям или макетной нервюре на период ее соединения с каркасом.
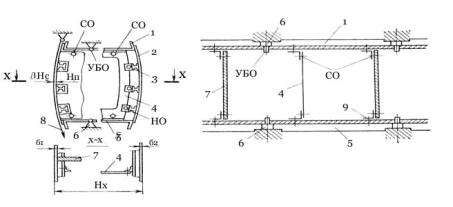
Рис. 4.11. Схема базирования по внутренней поверхности обшивки:
1,5 – лонжероны; 6 – кронштейны; 7 – макетные нервюры; 9 – профиль; 2 – панели; 3 – компенсаторы; 8 – лента; 4- нервюры.
Базирование и сборку осуществляют в следующем порядке. Лонжерон 5 устанавливают на опорные элементы 6 приспособления и фиксируют их штифтами, вставленными в СО стенки лонжерона. Затем устанавливают макетные 7 и самолетные 4 нервюры, фиксируя их положение относительно лонжеронов по СО. После этого устанавливают панель 2, прижимая ее по внутреннему обводу к внешнему обводу макетной нервюры силами N-N. В таком положении панель соединяют с самолетными нервюрами. Размер по внешнему обводу будет
Нх = Нп+ δ1 + δ2, где Нп – размер по внешнему обводу макетной нервюры. Погрешность размера будут
∆Нх = ∆Нп + ∆δ1 + ∆δ2 + ci,
где Нп – размер приспособления (макетной нервюры); ∆Нп – погрешность размера Нп.
Применение макетных нервюр с установкой их непосредственно на элементы собираемого изделия значительно упрощает конструкцию сборочного приспособления и снижает затраты на его изготовление, по сравнению с приспособлениями с рубильниками.