

Точность увязки размеров между собой.
Разность действительных и заданных величин размеров характеризует количественное значение точности и называется производственной погрешностью.
Так,
производственные погрешности
 и
и
 двух сопрягаемых деталей соответственно
А и В определяются уравнением:
двух сопрягаемых деталей соответственно
А и В определяются уравнением:
 и
и
 ,
где
,
где
 ,
,
 – действительные значения размеров;
– действительные значения размеров;
 ,
,
 – значения размеров А и В, заданные
проектом.
– значения размеров А и В, заданные
проектом.


В





А
Рис. 2.8. Схема увязки стыка (А) и ОЧК (В).
Следует иметь в виду, что точное изготовление деталей, узлов и агрегатов предусматривает не только точное выполнение линейных размеров, но также и точное выполнение заданной формы изделий.
Точное изготовление стыка (рис. 2.8.) определяется значением размеров между осями элементов крепления и точностью изготовления элементов стыка. Для этого важно обеспечить не только точность каждого из этих размеров, но и точное согласование их между собой. Согласование сопрягаемых размеров между собой называется их увязкой.
Точность взаимной увязки двух размеров А и В характеризуется степенью соответствия разности их истинных значений и разности этих размеров, заданных проектом. Модуль разности этих величин определяет точность увязки и называется производственной погрешностью увязки размеров и обозначается:

В соответствием со сказанным можно записать:

Отсюда следует, что точность увязки определяется не точностью каждого из размеров, а величиной разности этих погрешностей, т.е. согласованностью между собой и не очень точных размеров.
Поля
(границы) производственных погрешностей
( )
определяются их наибольшими и наименьшими
значениями.
)
определяются их наибольшими и наименьшими
значениями.
Методы увязки размеров.
Образование конечного (истинного) размера и формы поверхности изделия является сложным многоэтапным процессом. Он начинается с того, что конструктором на чертеже задаются размеры и формы поверхностей изделий в соответствии с их назначением.
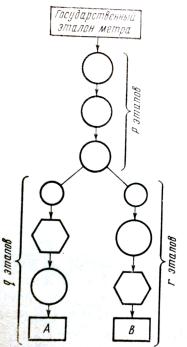
Рис. 2.9. Схема увязки по принципу связанного образования размеров и форм. |
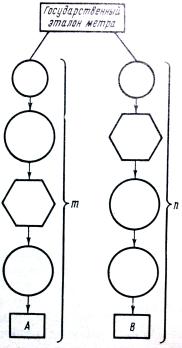
Рис. 2.10. Схема увязки по принципу независимого образования размеров и форм. |
Затем эти размеры и формы переносятся с помощью разного рода мерительных инструментов на приспособления и оборудование при его настройке и воспроизводятся в готовом изделии, выполненном с заданными размерами и формами. Мерительный инструмент проверяется по Государственному эталону.
Размер, которым начинается процесс переноса размера с чертежа изделия, называется первичным.
Размеры приспособлений, инструмента, оборудования, заготовки, которые возникают на промежуточных этапах получения конечного размера изделия, называются технологическими размерами.
В самолетостроении используются три метода увязки.
Схема увязки размеров А и В по принципу связанного образования форм и размеров показана на рис. 2.9. Схема имеет общие для обоих размеров этапы, число которых p.
Каждая из ветвей образования конечного размера А и В имеет свое число этапов, обозначенное соответственно буквами q и r.
Поля производственных погрешностей каждого из размеров и увязки двух размеров между собой могут быть описаны следующими уравнениями:
Для того, чтобы обеспечить высокую прочность увязки размеров, необходимо все этапы, дающие большие погрешности в каждой из индивидуальных ветвей, перенести в общие для обоих размеров этапы. В этом случае точность будет выше.
Воспроизведение размеров сопровождается обработкой поверхностей, образующих заданную форму изделия. Операции переноса формы на рисунке 2.9 показаны шестиугольниками, а размеров – кружками.
Основное достоинство рассмотренного метода состоит в том, что он позволяет обеспечить взаимозаменяемость изделий малой жесткости, сложной формы и больших габаритных размеров. Именно принцип связанного образования форм и размеров является теоретической основой плазово-шаблонного метода увязки заготовительной и сборочной оснастки, применяющегося в самолетостроении.
Увязка на основе принципа независимого образования форм и размеров изделий (рис.2.10) не содержит общих этапов переноса каждого из размеров. В этом случае перенос размеров А и В осуществляется независимо друг от друга при равном в общем случае числе индивидуальных этапов (m≠n). По аналогии с уравнением для связанного метода:
где
 – поле
погрешности j-го
и k-го
этапов переноса размеров А и В.
– поле
погрешности j-го
и k-го
этапов переноса размеров А и В.
Увязка на основе принципа компенсации (рис. 2.11) состоит из одного этапа переноса размера с объекта А на объект В (рис. 2.11, а). Поэтому погрешность увязки по этому принципу определяется погрешностью одного этапа:

Практически увязка на основе принципа компенсации осуществляется или силовым замыканием (рис. 2.11, б), или заполнением зазора, возникшего при сборке между собираемыми элементами специальным компенсатором (рис. 2.11, в).
В качестве компенсаторов используются или твердеющие пасты, или металлические прокладки, после установки, которых производится соединение верхнего и нижнего поясов лонжеронов.
Метод компенсации обеспечивает наибольшую точность увязки по сравнению с другими, так как содержит всего один этап переноса размеров. Увязка по принципу независимого образования размеров имеет меньшую по сравнению с двумя другими точность, так как содержит самое большое число индивидуальных этапов.
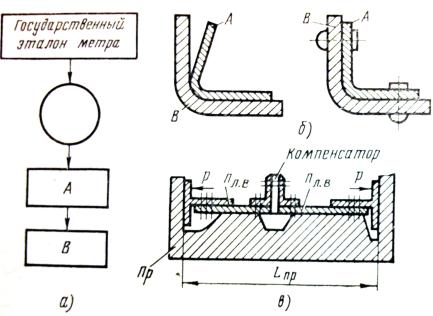
Рис. 2.11. Увязка размеров и сборка с использованием принципа компенсации:
а
– схема увязки по принципу компенсации;
б – сборка уголков по принципу компенсации
с использованием деформации деталей;
в – сборка лонжерона: Пр – приспособление,
 – верхний пояс лонжерона,
– верхний пояс лонжерона,
 – нижний пояс лонжерона.
– нижний пояс лонжерона.