

5.2.2 Заклепочные соединения
Общие сведения
Заклепочными (рис. 5.6 и5.7) называют неразъемные соединения, в которых сопряжение деталей (обычно листовых) осуществляется с помощью заклепок. Заклепка представляет собой сплошной или полый цилиндрический стержень с закладной головкой. При сборке заклепку устанавливают в подготовленное отверстие (просверленное или пробитое) в деталях и осадкой (клепкой) вручную или автоматически формируют вторую замыкающую головку. При этом за счет поперечной деформации стержня происходит заполнение начального зазора между заклепкой и отверстием. Для стальных заклепок диаметром d ≤ 12 мм производят клепку в холодную, а при d > 12 мм с нагревом заклепки до температуры 1200 …1300 К. При горячем способе обеспечивается более высокое качество заклепочного соединения. Заклепки из цветных металлов и сплавов осаживают без нагрева.
Заклепки изготовляют на станках-автоматах из прутков пластичных материалов: малоуглеродистых сталей Ст2, Ст3, 10,15, КП; легированных сталей 12Х18Н9Т, 30ХМА; меди М1, М3; латуни Л63; алюминиевых сплавов АД1, АД18, АМ5 и др. при выборе материала заклепок стремятся исключить образование гальванических пар и гальванических токов в соединениях.
Заклепки и общие технические требования к ним стандартизованы. Основными параметрами заклепок являются (рис. 5.6): диаметр стержня d, длина стержня ℓ, диаметр головки D, высота головки h, угол конусности головки α.

Рис. 5.6
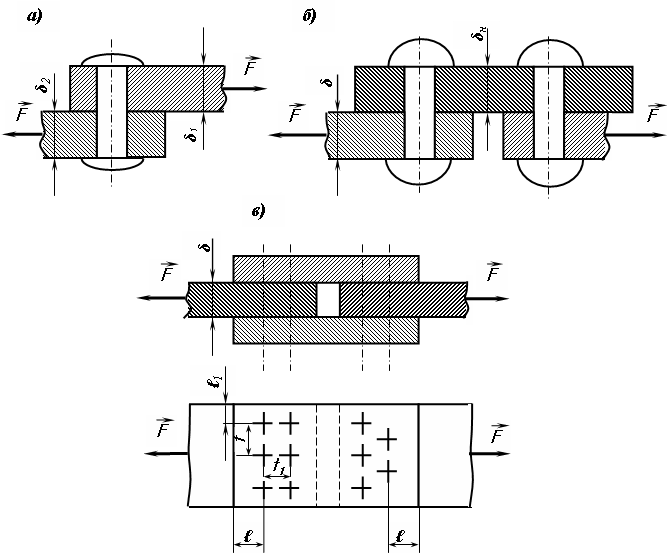
Рис. 5.7
Стандартом предусмотрены следующие основные типы заклепок нормальной точности с различными по форме головками: с полукруглой (рис. 5.6а) для силовых соединений; с потайной (рис. 5.6б) – для конструкций, у которых выступление головки нежелательно; с полупотайной (рис. 5.6в) – для соединения деталей толщиной до 4 мм; с полукруглой малой высоты (рис. 5.6г), но увеличенным диаметром – для обеспечения герметичности конструкций; с плоской (рис. 5.6д) – для работы в коррозийных средах; трубчатые (рис. 5.6е) – для слабонагруженных соединений и деталей из неметаллических материалов (кожа, фибра и т.п.). Взрывные заклепки применяются для конструкций, у которых невозможно образование замыкающей головки обычными способами.
Соединение деталей несколькими заклепками называется заклепочным швом. Расстояние t между заклепками по длине шва называют шагом заклепочного шва.
По назначению заклепочные соединения делят на прочные и плотнопрочные.
По конструктивным признакам различают заклепочные соединения внахлестку (рис. 5.7а) и встык с одной (рис. 5.7б) или с двумя (рис. 5.7в) накладками; однорядные или многорядные с параллельным или шахматным расположением заклепок в рядах.
Достоинства заклепочных соединений: высокая прочность и надежность соединения; простота контроля качества соединения; возможность соединения деталей из любых материалов; высокая работоспособность при ударных и вибрационных нагрузках.
Недостатки: повышенный расход металла, так как из-за ослабления соединяемых деталей отверстиями требуется увеличение их толщины; трудность или невозможность соединения деталей сложной конструкции; тяжелее сварных при прочих равных условиях на 30…40%.
Применение: для соединения деталей, нагрев которых при сварке недопустим из-за отпуска или коробления; в особо ответственных конструкциях; для соединения деталей из не свариваемых материалов; в конструкциях, работающих при больших ударных и вибрационных нагрузках. Заклепочные соединения широко применяются в конструкциях артиллерийской техники, летательных аппаратах (ракеты, самолеты), в подъемно-транспортном оборудовании, в приборостроении и т.д.
Причинами отказов заклепочных соединений являются: обрыв головок и разрушение (срез) стержня заклепок; смятие стенок отверстий и стрежней заклепок; разрушение соединяемых деталей (листов), ослабленных отверстиями. Поэтому основным критерием работоспособности соединений является прочность заклепок и соединяемых деталей.
Расчет заклепочных соединений
а). Расчет стержня заклепки.
При действии внешней силы , стремящейся сдвинуть одну деталь относительно другой, возможен срез стержня заклепки по сечению в плоскости стыка деталей и смятие поверхностей между заклепкой и деталью (рис. 5.8а).
Условия прочности:
на срез стержня
τс = F/(ACМZ) = 4F/(πίZd2) ≤ [τС]; (5.14)
на смятие поверхностей стенок заклепки
σСМ = F/(AСМZ) = F/(Zdδ) ≤ [σСM], (5.15)
где АС, АСМ – площадь среза и смятия одной заклепки;
Z - число заклепок;
d - диаметр заклепки;
ί – число срезаемых плоскостей заклепок;
δ – наименьшая толщина соединяемых деталей.
Допускаемые напряжения [τС] на срез и [σСМ] на смятие выбираются в зависимости от материала заклепок по таблицам справочников или рассчитываются по следующим соотношениям:
[τС] = (0,2…0,3) σТ – при переменной нагрузке;
[τС] = 0,4 σТ – при постоянной нагрузке;
[σСМ] = 0,6 σТ, где σТ – предел текучести материала.
При проектировочном расчете из условий прочности определяется требуемый диаметр заклепки
d = 4F/(πίZ[τС]); d = F/(Zδ[σСM]). (5.16)
Выбирается большее значение d и принимается стандартным. Если диаметр заклепок известен, то по формулам (3.14) и (3.15) определяется число заклепок Z и принимается большее число.
При действии на заклепку растягивающей силы р может произойти обрыв головки. В этом случае производится расчет на растяжение
σР = 4Fp/ (πd2) ≤ [σР], (5.17)
где [σР] = (0,4…0,5) σТ.

Рис. 5.8
б). Расчет соединяемых деталей.
Прочность соединяемых деталей (рис.3.8) проверяют на растяжение в сечениях, ослабленных отверстиями под заклепки,
σР = F/AНЕТТО = F/ [δ (в – dzp)] ≤ [σР] (5.18)
и на срез края детали (листа) одновременно по двум сечениям "mm" и "ff" по условию:
τС = F/AC = F/[2δzp(e – 0,5d)] ≤ [τС], (5.19)
где АНЕТТО – площадь в опасном сечении детали с учетом уменьшения ее отверстия;
zp - число заклепок в ряду опасного сечения;
δ – толщина листа;
в – ширина листа (детали);
е – расстояние от края листа до центра заклепки;
(в – dzp) – длина соответствующих опасных сечений;
(е – 0,5d) – длина - // -.