

4) Диаграмма рассеяния.
Для установления силы влияния (корреляции) одного фактора на другой и направленности взаимодействия строят корреляционные поля или диаграммы рассеяния (рис. 28).

Рис. 28. Варианты диаграмм рассеяния.
В случае:
а) можно говорить о положительной корреляции (с ростом x увеличивается y);
б) проявляется отрицательная корреляция (с ростом x уменьшается y);
в) при росте x y может как расти, так и уменьшаться, говорят об отсутствии корреляции.
5) Контрольная карта.
Одним из способов достижения удовлетворительного качества и поддержания его на этом уровне является применение контрольных карт. Для управления качеством технологического процесса необходимо иметь возможность контролировать те моменты, когда выпускаемая продукция отклоняется от заданных техническими условиями допусков. Рассмотрим простой пример. Проследим за работой токарного станка в течение определённого времени и будем измерять диаметр детали, изготавливаемой на нем (за смену, час). По полученным результатам построим график и получим простейшую контрольную карту (рис. 29):
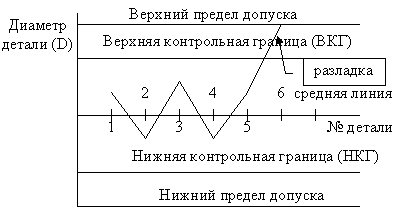
Рис. 29. Пример контрольной карты.
В точке 6 произошла разладка технологического процесса, необходимо его регулирование. Положение ВКГ и НКГ определяется аналитически либо по специальным таблицам и зависит от объёма выборки. При достаточно большом объеме выборки пределы ВКГ и НКГ определяют по формулам:
ВКГ =
+3
![]() ,
,
НКГ = –3 ,
 .
.
Контрольные карты применяются, когда требуется установить характер неисправностей и дать оценку стабильности процесса; когда необходимо установить, нуждается ли процесс в регулировании или его необходимо оставить таким, каков он есть.
4. Организация контроля на различных стадиях производства
Качество продукции зависит не только от качества выполнения операций по ее непосредственному изготовлению (обработка, сборка), но и качества материалов и исходных заготовок, состояния средств производства и самих средств контроля (измерительный инструмент, контрольные приспособления и аппаратура). Поэтому для придания контролю профилактического характера необходимо проводить его на всех стадиях производства.
Контроль материалов, полуфабрикатов и готовых изделий заводов-поставщиков. Приемка материалов и полуфабрикатов начинается с тщательной проверки наличия и состояния всех технических документов поставщика, полученных вместе с грузом: сертификаты или их копии, акты приемки на заводе-поставщике, результаты химического анализа и механических и других испытаний, если последние предусмотрены техническими условиями на поставку. К готовым изделиям обычно прилагаются паспорта или аттестаты, формуляры, протоколы испытаний, комплектовочные листы, инструкции, техническое описание. Материалы и изделия поставщиков, прибывшие без документов, не принимаются и откладываются до получения необходимых документов по запросу отдела снабжения.
Контроль в заготовительных и в горячих цехах. Бюро технического контроля (БТК), имеющееся в каждом цехе, выполняет предупредительный, межоперационный и окончательный контроль качества продукции этого цеха. Предупредительный контроль заключается в периодическом наблюдении за состоянием средств производства и технологической дисциплины; межоперационный и частично окончательный контроль основан в большинстве случаев на выборочной проверке изделий.
В кузнечно-штамповочных цехах, где технологические процессы в 10-15 раз производительнее механической обработки, весьма важным является постоянное наблюдение за процессом штамповки, чтобы своевременно устранить возможность разладки штампов и выявить их износ. Окончательный контроль определяет качество продукции цеха перед отправкой ее в другие цехи.
Особенности контроля в литейных цехах определяются многообразием применяемых материалов с различными физико-химическими свойствами и взаимозависимостью одних операций от других.
В термических цехах проверяют подготовку деталей к термической обработке, соблюдение режимов (температуры, времени выдержки, охлаждающей среды и др.), термически обработанные детали, состояние оборудования и приборов.
В цехах гальванических покрытий контролируют состояние деталей перед покрытием, процесс и режим покрытий (состав ванн, подвеску деталей в ваннах, температуру, плотность тока и напряжение и т.п.), внешний вид, толщину и прочность покрытия на деталях.
В слесарно-сварочных цехах проверяют соответствие взятых материалов данным чертежа, проводят пооперационный и окончательный контроль слесарных и сварочных работ. При сварочных работах контролируют состояние поверхности деталей перед сваркой, режимы сварки, термическую обработку сварных узлов и качество сварных соединений.
В горячих цехах наибольшее внимание уделяют выявлению внешних и внутренних пороков заготовок. Внешние пороки (включают микротрещины) выявляют люминесцентным методом: поковки или отливки погружают в раствор минеральных масел, который, проникнув в трещины, излучает свет под действием ультрафиолетовых лучей. Внутренние пороки изделий выявляют методом рентгеноскопии, если толщина проверяемых изделий не превышает 20 мм; методом рентгенографии при толщине стенок до 65 мм; ультраакустическим методом, основанным на свойстве звуковых колебаний высокой частоты проходить через плотные и однородные тела и задерживаться в местах пустот или однородных тел; пневмогидроиспытанием на герметичность стенок и внутренних полостей деталей.
Контроль в механических и сборочных цехах. В механических цехах применяются: окончательный контроль, т.е. приемка обработанных деталей, подлежащих отправке на склад или другие цехи; операционный контроль, заключающийся в приемке первых деталей при накладке высокопроизводительных агрегатов и контроле ответственных операций, на которых образуются поверхности, служащие базами при дальнейшей обработке деталей, и ответственные посадочные поверхности, которые не подвергаются дальнейшей обработке; инспекторский (профилактический) выборочный контроль качества выполнения всех операций и соблюдения установленного технологического процесса.
В сборочных цехах осуществляется контроль качества собранных узлов, агрегатов и изделия в целом и пооперационный контроль ответственных операций – на 100%, а менее ответственных – периодический выборочный контроль.
Контроль технологической оснастки. Это состояния в эксплуатации оснастки – станочных приспособлений, кондукторов, штампов, моделей и т.п. – зависит качество обрабатываемых изделий. При своевременном вскрытии дефектов оснастки и их устранении предупреждается брак при обработке деталей.
Контроль средств измерений. Точность и надежность всех технических измерений на заводах обеспечивается наличием единых образцовых мер-эталонов (длины, углов, веса и т.д.) и правильной и последовательной передачей значений этих эталонов до измерительных средств, применяемых в производстве. Нарушение единства мер и использование неправильных (неточных) мер и измерительных средств ухудшает качество продукции, способствует выпуску дефектных и бракованных изделий и нарушает их взаимозаменяемость.