

4. Выявление и анализ причин возникновения заводской проблемы
4.1 Построение причинно-следственной диаграммы
Причинно-следственная диаграмма позволяет выявить и систематизировать различные факторы и условия( например, исходные материалы, условия операций, станки и оборудование , операторы), влияющие на рассматриваемую проблему ( на показатели качества- твердость, прочность, разрыв и т.д.)
Информация о показателях качества для построения диаграммы собирается из всех доступных источников. При построении диаграммы выбираются наиболее важные с технической точки зрения факторы. Причины сортируются :
на наиболее вероятные;
на причины, связанные с рассеяностью;
на причины , обусловленные небрежностью персонала;
на причины трудноустранимые
на причины , которые невозможно устранить
Причинные факторы (параметры процесса) легко поддаются корректировке , если между ними и показателями качества можно проследить корреляционную зависимость.
Сложная причинно-следственная диаграмма анализируется с помощью расслоения по отдельным факторам, таким, как материалы, исполнители, оборудование, время проведения операций и др. Если при анализе выявлена заметная разница в разбросе между “слоями” , то принимают соответствующие меры для ликвидации этой разницы и устранения причин её появления.
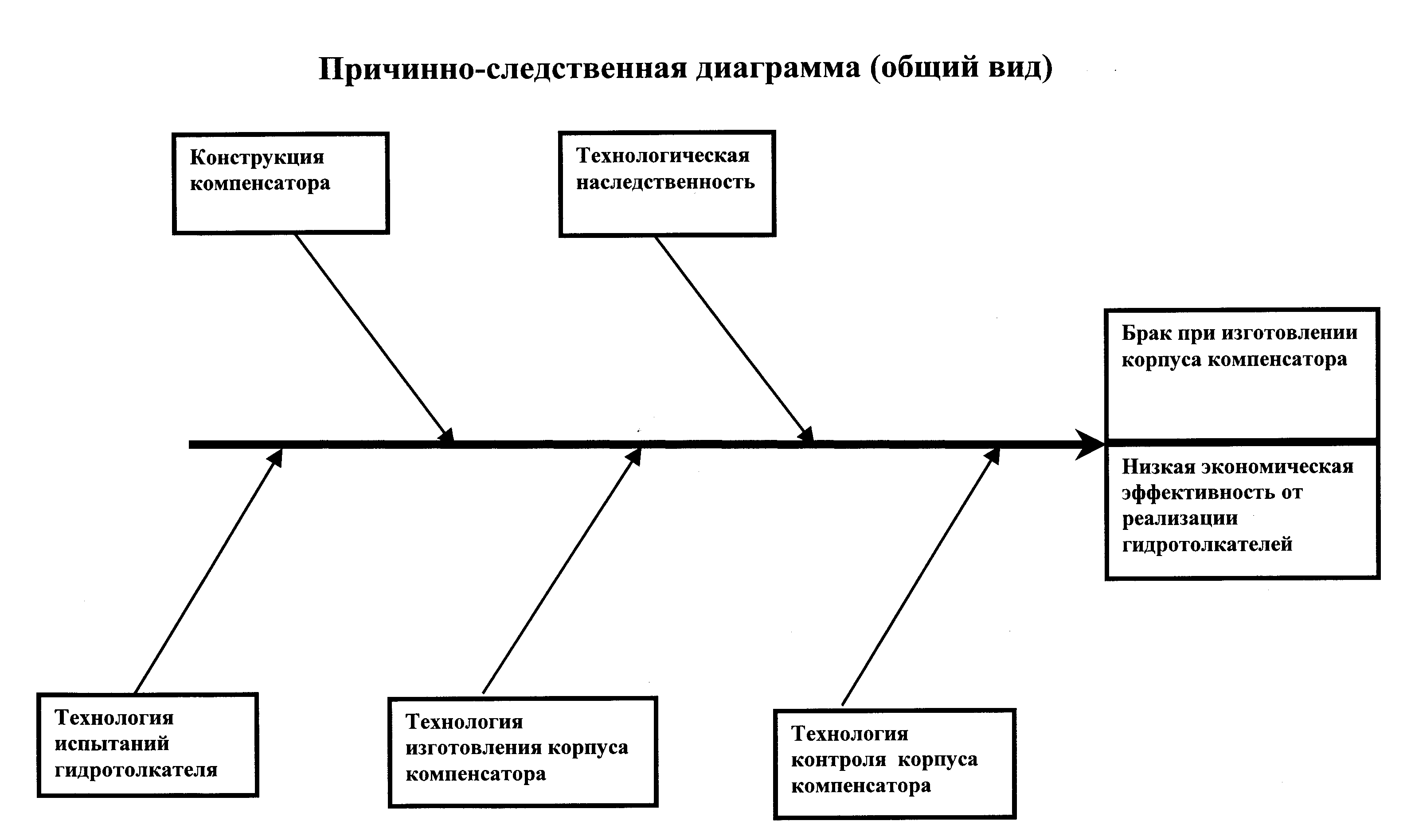
Изучаемая проблема условно изображается в виде прямой горизонтальной стрелки. Факторы , прямо или косвенно влияющие на проблему, обозначаются наклонными стрелками. При анализе должны выявляться и фиксироваться все факторы, даже те. Которые кажутся незначительными, так как цель анализа- отыскать наиболее правильный и эффективный способ решения поставленной проблемы.
В нашем случае процесс выявления и последующего анализа причин возникновения проблемы можно разделить на следующие этапы:
Выявление предполагаемых причин путем опроса людей, которые уже на протяжении большого промежутка времени занимаются этой проблемой
Выявление предполагаемых причин из анализа конструкции, технологии изготовления , технологии испытания гидротолкателя
Выявление предполагаемых причин путем использования такого метода, как “мозговой штурм”.
Выявление предполагаемых причин в результате проведения определенных исследований.
Поскольку нам нужно решить сложную проблему в которую входит очень большое количество различных факторов , разобьем её на ряд проблем , и построим таким образом комплексную диаграмму.
Составляя причинно-следственную диаграмму необходимо подобрать максимальное число факторов, имеющих отношение к каждой решаемой проблеме:
1 Проблема- “Низкий годовой объем выпуска гидротолкателей”
Квалификация персонала
Организация производства
Технология изготовления корпуса компенсатора
Технология контроля корпуса компенсатора
2 Проблема- “Брак при изготовлении корпуса компенсатора” и “Низкая экономическая эффективность от реализации гидротолкателей”
Конструкция компенсатора
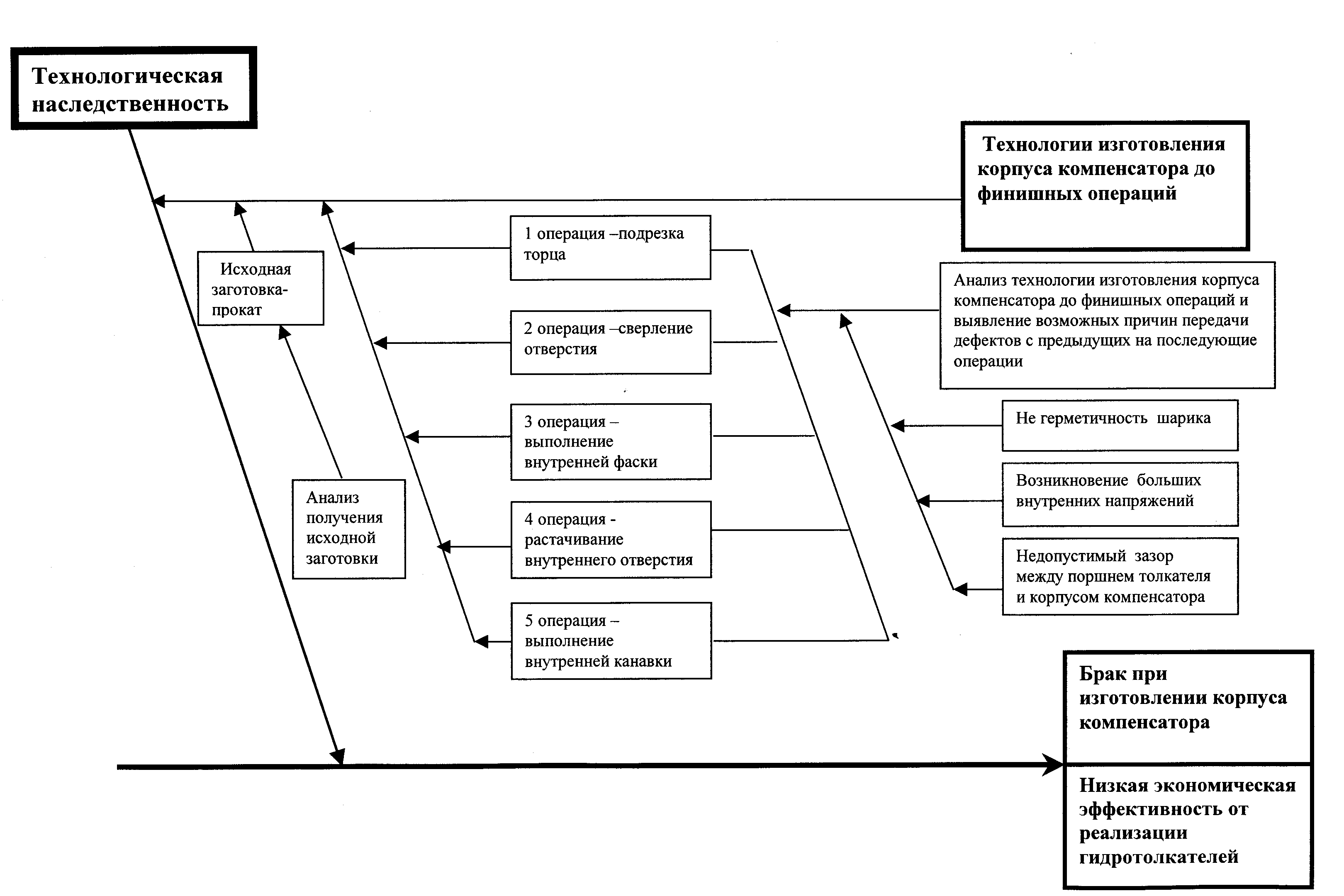
Технологическая наследственность
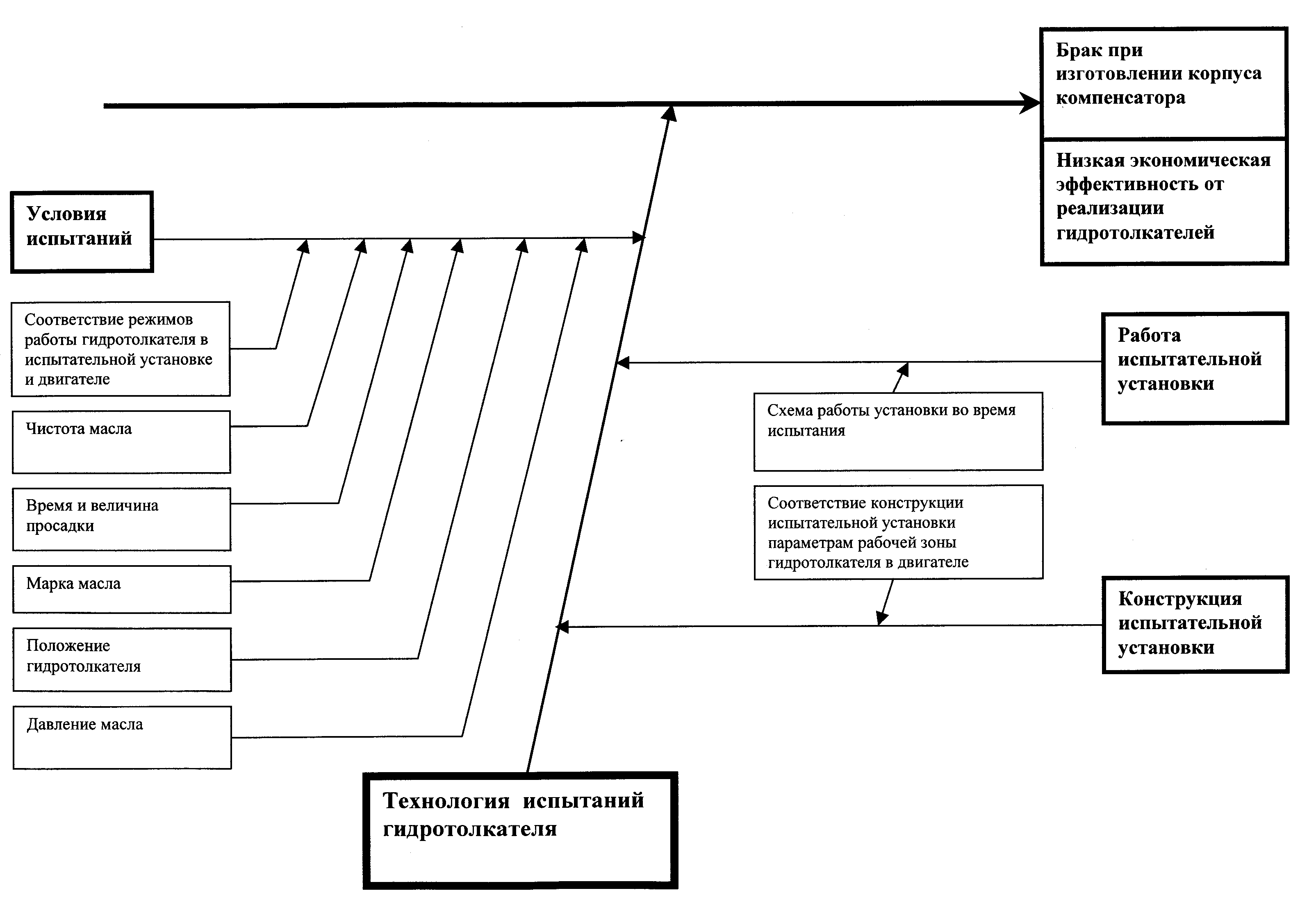
Технология испытания гидротолкателей
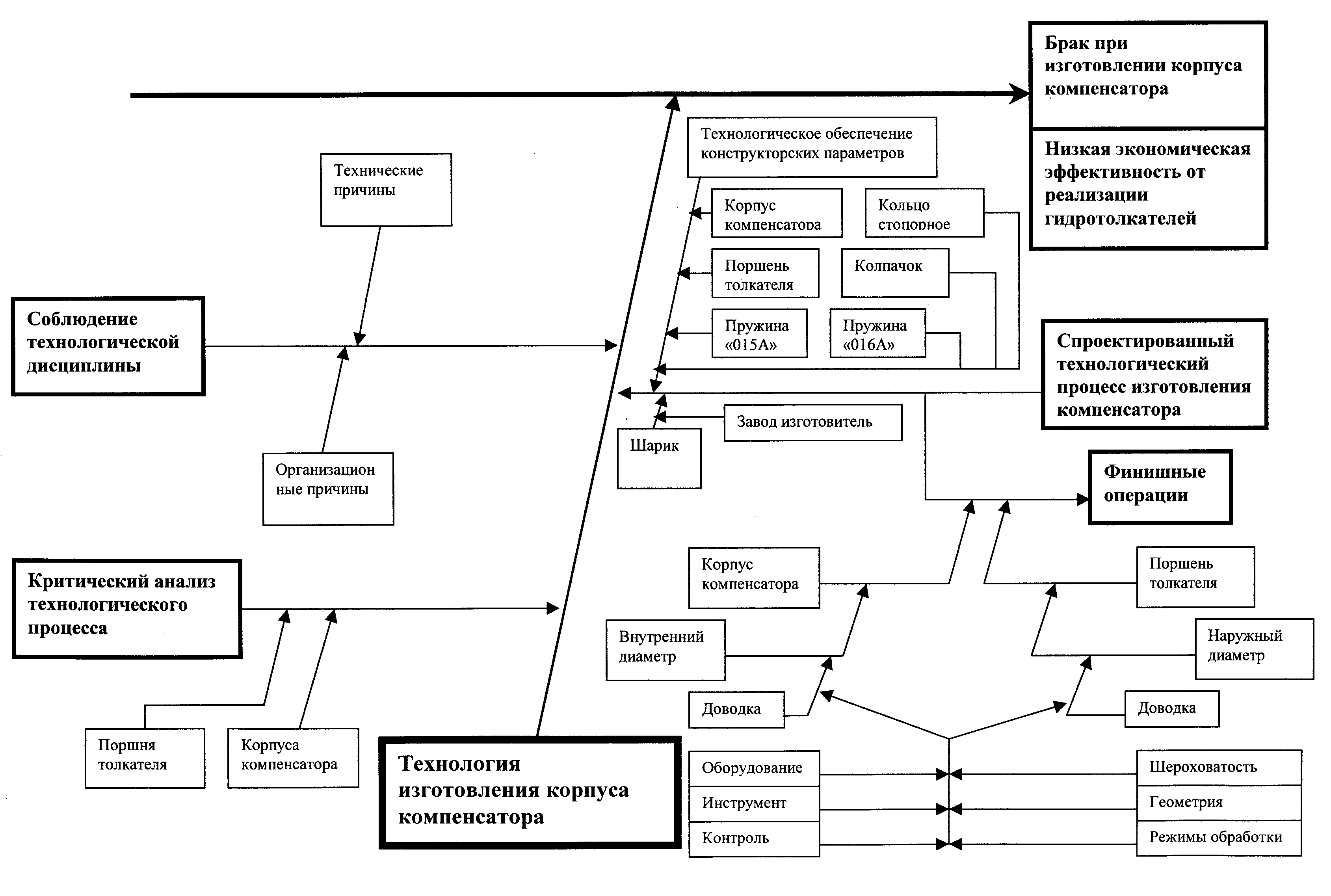
Технология изготовления корпуса компенсатора
Технология контроля корпуса компенсатора
Эти факторы в свою очередь делятся на другие, подробно рассмотренные в причинно-следственной диаграмме.
Таким образом из причинно-следственной диаграммы видно , что решаемые проблемы зависят от огромного количества факторов, каждый из которых по своему оказывает воздействие на конечный результат. Поэтому каждая причина имеет под собой “подпричины”, которые , в свою очередь тоже могут быть разбиты на ещё более низкие уровни.
Такое расслоение причин возникновения проблемы очень хорошо помогает дальнейшему их исследованию и анализу. Таким образом. Можно сказать . что при построении причинно-следственной диаграммы была использована иерархическая система анализа. Которая по своей сути представляет метод расслоения.




4.2 Анализ причинно-следственной диаграммы и выявление причин возникновения заводской проблемы