

6.1.1 Сбор данных
Руководством к действию служат данные. Учитывая их, принимаются соответствующие меры .Прежде чем начать собирать данные, надо решить что с ними делать.
В процессе контроля качества целями сбора данных являются:
контроль и регулирование производственного процесса;
анализ отклонений от установленных требований;
контроль продукции.
Цель сбора данных становится основной для определения характера сравнений, которые нужно собрать.
Разделение группы данных на несколько подгрупп по определенному признаку называется стратификацией или расслоением. Она чрезвычайно важна при статистических исследованиях.
Если необходим анализ зависимости между значениями двух показателей с помощью диаграмм разброса (расслоения) , то данные следует собирать парами.
6.1.2 Контрольные листки
В реальных ситуациях важно, чтобы данные регистрировались в простой и доступной для использования форме.
Контрольный листок – это бумажный бланк с заранее напечатанными контролируемыми параметрами, который позволяет легко т точно записать данные измерений. Его главное назначение:
обеспечить процесс сбора данных;
упорядочить данные для обеспечения их дальнейшего использования.
Контрольные листки применяются: при проведении текущего и входного контроля заготовок, деталей готовой продукции, сырья, полуфабрикатов и т. д.; при анализе оборудования и технологического процесса, анализе брака и во многих других случаях.
Форма листков разрабатывается в зависимости от поставленной задачи с целью сбора конкретных данных, необходимых и достаточных для решения этой задачи.
При подготовке контрольных листков необходимо обращать внимание на следующие моменты:
способы заполнения контрольных листков должны быть предельно простыми;
число пунктов проверки, которую выполняет исполнитель, должно быть оптимальным (по возможности меньшим);
форма бланка должна быть простой, чтобы не затруднить заполнение, чтение, проверку, а также удобной для суммирования и анализа данных.
Контрольные листки составляются в строгом соответствии с поставленной целью (сложившейся ситуацией на производстве) так, чтобы на основе собранных данных можно было выработать правильную стратегию улучшения работ.
6.1.3 Диаграмма Парето
Диаграммой Парето называется схема, построенная на основе группирования дискретных признаков, ранжированных в порядке убывания (например, по частоте появления), и показывающая кумулятивную (накопленную) частоту.
С помощью этой диаграммы в удобной и наглядной форме можно показать потери от брака в зависимости от его причин , условий изготовления, положения детали на станке и т.д.
Она представляет собой пластиковую диаграмму, на которой явления, представляющие нерешенные задачи, показаны на оси ординат, а детали, товары, технологические процессы, каждый из видов дефекта и т.д. – на оси абсцисс. Таким образом, при одном взгляде на диаграмму по оси ординат можно увидеть выстроенные в убывающем порядке суммы потерь из-за недоброкачественности или расположенные в убывающей последовательности данные о числе отказов или интенсивности отказов. Кроме того , по оси ординат расположена шкала для показа удельного веса каждого явления или дефекта в процентах.
В результате анализа диаграмм выявляют причины брака, имеющие наибольшую долю (наибольший процентный вклад), и намечают мероприятия по их устранению. Сравнивая диаграммы Парето, построенные до и после улучшения процесса, оценивают эффективность принятых мер.
Из диаграммы видно, что устранив только две причины из шести : отклонения в размерах и раковины, можно уменьшить брак на 68%.
После выявления проблемы путем составления диаграмм Парето по результатам важно для ее решения определить причины возникновения проблемы и составить диаграмму Парето по причинам.
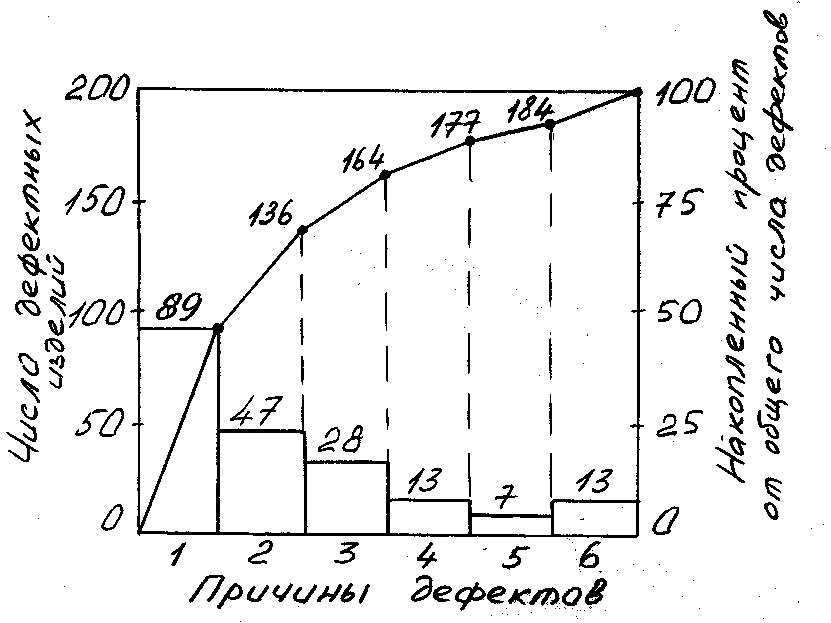
Рис.12 Диаграмма Парето по видам причин дефектов.( 1-отклонение от размеров; 2-раковины; 3-царапины; 4-трещины; 5-изгиб; 6-прочие.)
Диаграмму Парето целесообразно применять вместе с причинно-следственной диаграммой.