

4.2.3 Форма и размеры поверхностей деталей, входящих в состав гидротолкателя
Для рассмотрения формы и размеров деталей необходимо воспользоваться чертежами этих деталей.
Корпус компенсатора “ГТ35-011”
(сокращенно : деталь “011”).

Рис.6 “ГТ35-011”- корпус компенсатора
Рассмотрим те параметры детали “011”, которые оказывают или могут оказывать влияние на режим работы гидротолкатель.
Допуск цилиндричности на отверстие составляет 0,002мм. Если отклонение от цилиндричности будет превышать эту величину, то это может существенно уменьшить зазор в сопряжении деталей “011” и “012”, что в свою очередь, повлияет на величину времени просадки компенсатора : время будет увеличиваться.
Допуск несоосности отверстия относительно наружной цилиндрической поверхности детали “011” равен 0,05мм.Этот параметр определяет постоянство толщины стенки корпуса компенсатора по всему параметру детали. Теоретически какое-либо влияние несоосности этих поверхностей отсутствует, то это необходимо подтвердить исследованиями, которые будут приведены далее.
Величина допуска на диаметр отверстия детали “011” ограничивает возможные варианты его значений. Эта величина (отклонение от нее) не оказывает влияния на режим работы гидротолкателя, а отклонение о нее может лишь привести к тому, что под отверстие детали “011” не будет подобрана деталь “012”.
Допуск цилиндричности на наружный диаметр детали “012” составляет 0,002мм . Если отклонение будет превышать эту величину, то произойдет уменьшение величины зазора в сопряжении деталей “011” и “012”, а это , в свою очередь может повлиять на время просадки компенсатора.
Для корпуса компенсатора необходимо дополнительно отметить, что влияние отклонения от соосности внутренней цилиндрической поверхности относительно наружной цилиндрической поверхности может проявиться в следующем случае: когда оси этих поверхностей будут расположены относительно друг друга под каким-то углом. Здесь нужно выделить ещё два случая:
Ось отверстия детали “011” параллельна оси детали “012”, а ось наружной цилиндрической поверхности детали “011” не параллельна оси направляющей втулки;
Ось наружной цилиндрической поверхности детали “011” не параллельна оси своего отверстия и не параллельна оси направляющей втулки.(Рис7)

Рис.7
Точками на этом рисунке обозначены участки, где может происходить затирание; это очень существенно может повлиять на время просадки компенсатора. При таких схемах расположения деталей может возникнуть заклинивание, потому что при перекосе деталей “011” и “012” уменьшается зазор в некоторых сечениях . Поэтому при дальнейшем анализе этот фактор нельзя упускать.
Поршень толкателя “ГТ35-012”
(сокращенно: деталь “012”
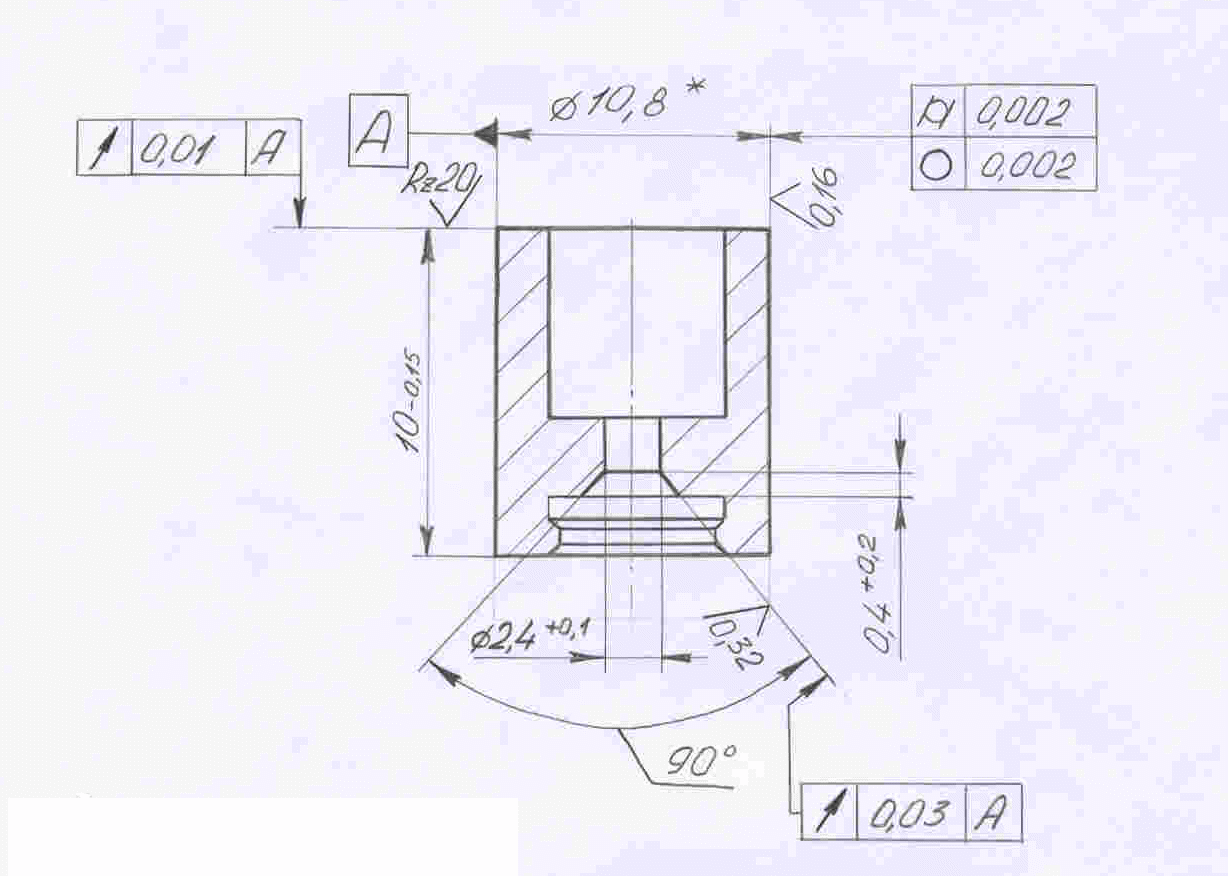
Рис.8 Деталь “012”- поршень толкателя
Рассмотрим для данной детали все параметры, оказывающие влияния на режим работы гидротолкатель:
Допуск цилиндричности на наружную цилиндрическую поверхность детали “012” составляет 0,002мм. Отклонение от цилиндричности по данной поверхности будет оказывать такое же влияние, что и рассмотренная ранее внутренняя поверхность детали “011”.
Допуск круглости на эту же поверхность составляет 0,002мм.Этот допуск формы поверхности для данной детал и учитывает огранку. Отклонение от данного допуска может как увеличить зазор в сопряжении деталей “011” и “012”, так и уменьшить его в различных участках этого сопряжения, что очень существенно может повлиять на режим работы гидротолкателя: на время просадки компенсатора.
Допуск биения на опорный торец детали “012” относительно наружной цилиндрической поверхности составляет 0,01мм. Влияние отклонения по этой поверхности можно рассмотреть на следующих схемах:
Р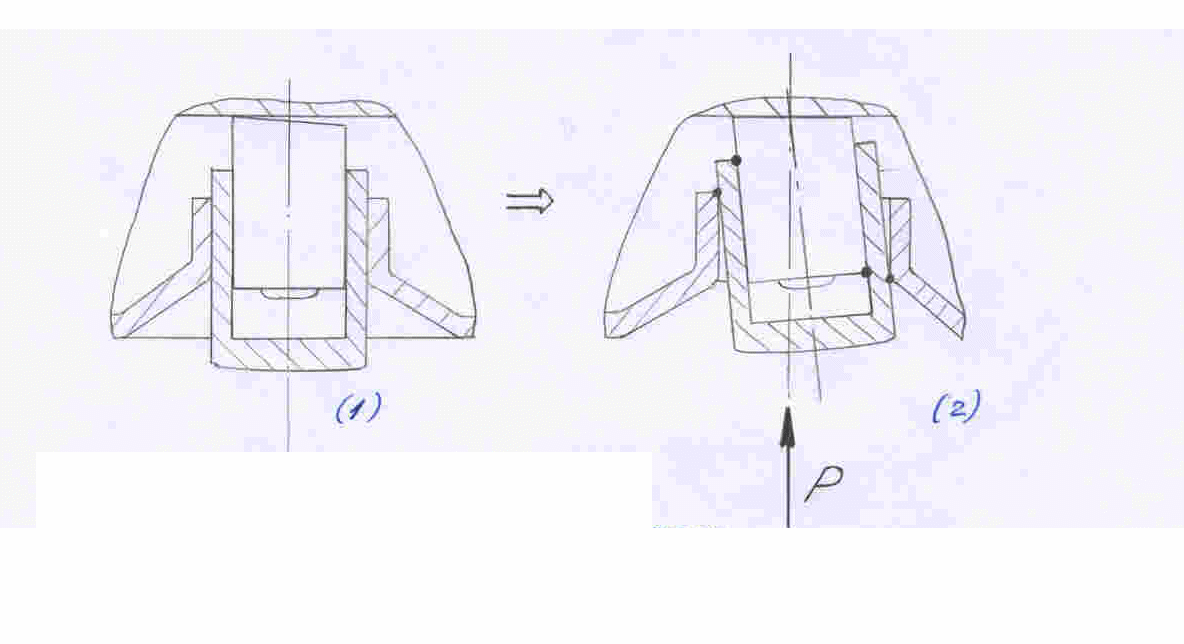 ис.9
Схема влияния биения опорного торца
детали “012” на режим работы гидротолкателя
(1-без приложения нагрузки; 2-с приложением
нагрузки)
ис.9
Схема влияния биения опорного торца
детали “012” на режим работы гидротолкателя
(1-без приложения нагрузки; 2-с приложением
нагрузки)
Допуски на размеры и форму поверхности фаски необходимы для того, чтобы ограничить появление такого дефекта, как негерметичность по шарику.
Втулка направляющая “ГТ35-023”
(сокращенно деталь “023”)
Р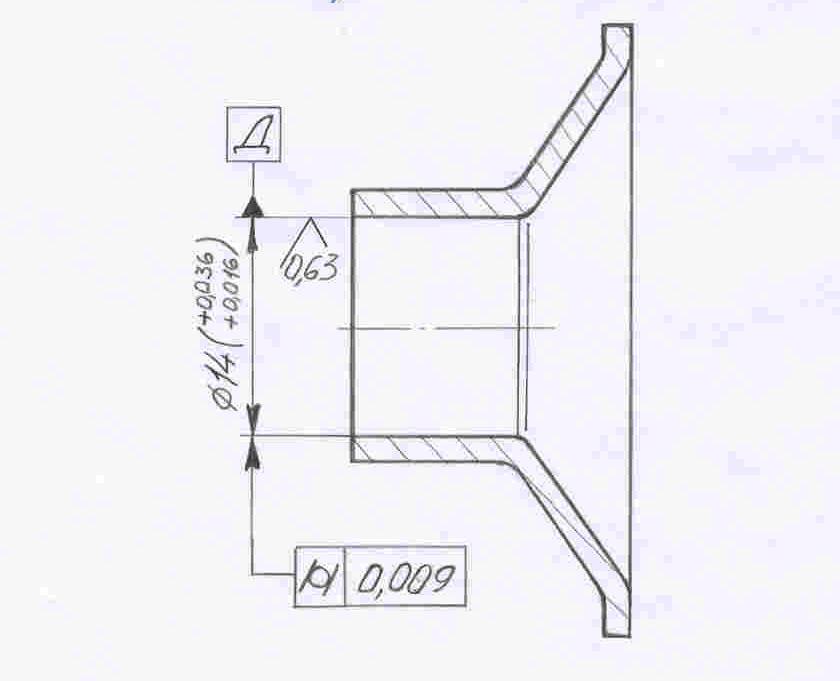 ис.
10 Деталь “023” втулка направляющая
ис.
10 Деталь “023” втулка направляющая
Рассмотрим для детали “023” те параметры, которые могут оказывать влияние на заклинивание поршня толкателя в корпусе компенсатора.
Допуск цилиндричности на отверстие направляющей втулки составляет 0,009мм. Влияние отклонения от этого допуска такое же, как влияние отклонения от допуска цилиндричности для наружной цилиндрической поверхности детали “011”
Толкатель с втулкой в сборе “ГТ35-030”
(сокращенно : деталь “030”)
Р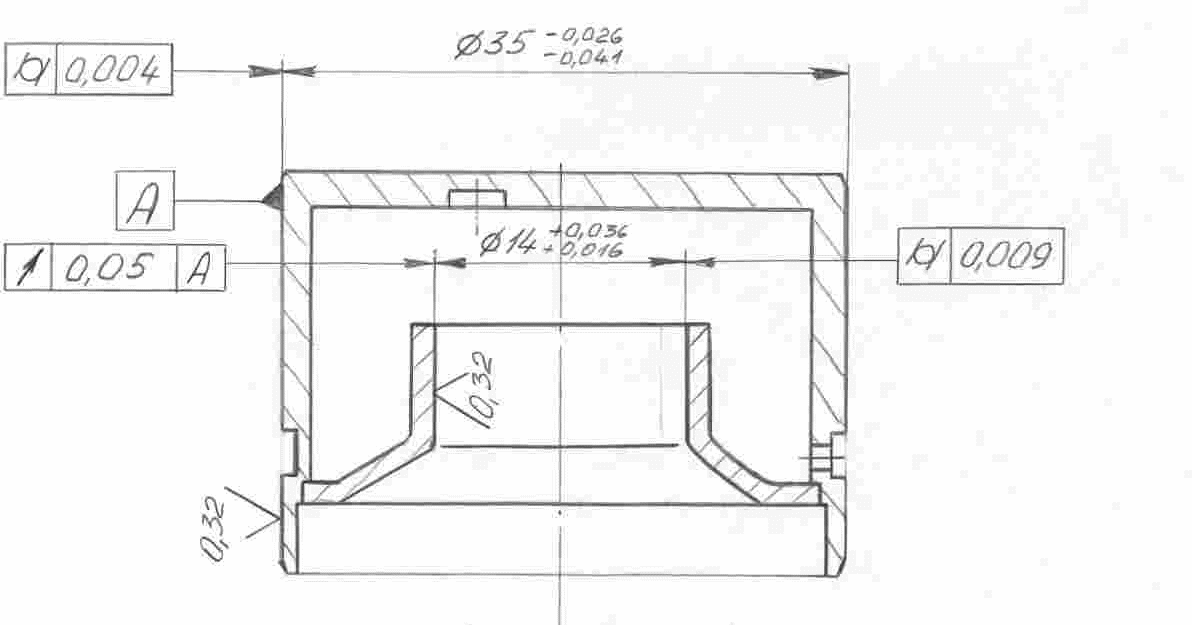 ис.11
Деталь “030”
ис.11
Деталь “030”
Допуск цилиндричности на отверстие направляющей втулки и его влияние на явление заклинивания были рассмотрены в предыдущем пункте. В данном узле для отверстия направляющей втулки добавляется допуск биения поверхности этого отверстия относительно наружной цилиндрической поверхности корпуса гидротолкатель; этот допуск ограничивает отклонение оси направляющей втулки от оси корпуса гидротолкателя. Остальные размеры и допуски формы для данного узла “030” не оказывают существенного влияния на явление заклинивания поршня толкателя в корпусе компенсатора.
Таким образом , рассмотрены все конструкторские параметры деталей гидротолкателя ,которые имеют отношение к решаемой проблеме заклинивания поршня толкателя в корпусе компенсатора. Далее необходимо проанализировать технологическое обеспечение этих параметров , так как и технология изготовления отдельных деталей может существенно повлиять на явление заклинивания поршня толкателя в корпусе компенсатора.