

11.1.4 Оптимизация технологического процесса изготовления корпуса компенсатора гидротолкателя
Проектирование технологических процессов и отдельных операций требует учета большого количества факторов, характеризующих множество элементов технологической системы со сложными и разнообразными связями, изменяющимися во времени. При этом часто возникает задача выбора среди множества вариантов наиболее рационального по некоторому критерию и обеспечивающего заданные параметры качества изделия. При ручном проектировании отдельные решения обычно выбираются на основе опыта технолога. Такой подход не может быть использован при создании САУ ТП, в основу которых должны быть положены математические модели процессов обработки,
Оптимизация - это процесс нахождения экстремума некоторой количественной величины объекта исследования, представляемой в виде функции. Обычно в инженерной практике используется термин «оптимальное решение», под которым понимается наилучшее из множества решений, удовлетворяющее всем требованиям, предъявляемым к проектируемому объекту.
Применительно к технологии машиностроения трудность решения
вопросов оптимизации технических решений обусловлена сложностью построения математических моделей рассматриваемых объектов, что связано с низким уровнем формализации существующих методов проектирования технологических процессов. При этом главным недостатком существующих методов оптимизации этих процессов является то, что для функции цели и технических ограничений не установлены зависимости, которые учитывали бы все факторы и охватывали все возможные случаи.
Основной целью технологического процесса или отдельной операции является обеспечение заданных характеристик качества изделия наиболее производительным путем при минимальных затратах. Отсюда вытекает необходимость в построении двух главных критериев оптимальности: максимальной производительности и минимальной себестоимости.
При выборе решения некоторых реальных проектных задач возникает необходимость учитывать возможность достижения нескольких количественных целей и подчас противоречивых. Наиболее простой способ решения этой проблемы - построение обобщенного критерия, который является в общем случае скалярной суммой частных критериев. Зависимость между обобщенным критерием, или критерием оптимальности, и подлежащими оптимизации параметрами называют целевой функцией.
При разработке различных операций механической обработки заготовок одной из основных задач является задача определения оптимальных режимов резания. При этом, исходя из заданных условий обработки, целей и задач оптимизации, возникает большое количество вариантов постановки этой задачи. При описании процесса обработки выделяют входные и выходные параметры, связь между которыми определяется сложными функциональными зависимостями. Совокупность этих зависимостей принято рассматривать как математическую модель процесса обработки.
В качестве критериев оптимизации наиболее часто используются максимальная производительность и минимальная себестоимость операции.
Критерий максимальной производительности
(наименьшего штучного времени)
Штучная производительность на операции внутреннего шлифования может быть определена величиной, обратной штучно-калькуляционному времени на эту операцию.
Штучно-калькуляционное время tшт.к состоит из штучного времени tшт и подготовительно-заключительного Тп.з на деталь из партии.
(1)![]()
Анализ этой зависимости показывает, что критерий оптимальности «максимальная производительность» соответствует критерию «минимальное штучное время», так как вторая составляющая формулы (1) не зависит от режимов обработки и может быть опущена при формировании критерия. В свою очередь tшт также может быть представлено в виде суммы времен, зависящих tшт.р и не зависящих tшт.н от режимов обработки (скорости VD,
подачи S и глубины обработки t):
(2)
tшт = t0 + tв + tобс + tотд
где
to - основное время, мин;
tв - вспомогательное время, мин;
tобс – время на обслуживание станка, мин;
tотд - время на отдых, мин.
Анализ формул (2) показывает, что от режимов обработки зависят to и часть времени tобс , затрачиваемое на правку шлифовального круга.
Таким образом, штучная производительность, зависящая от режимов резания, определяется только величиной:
t
(3)
где tпр - время правки шлифовального круга, мин.
Машинное(основное) время при внутреннем шлифовании
(рис. 17) в общем виде запишется так:
(4)
где
L – длина шлифования, мм;
h – припуск на сторону, мм;
nз – число оборотов заготовки в минуту;
Sд – долевая подача (в долях ширины круга за один оборот заготовки);
В – ширина круга, мм;
t – глубина резания, мм;
К – коэффициент точности, равный при черновом шлифовании - 1.1; при чистовом – 1.4.
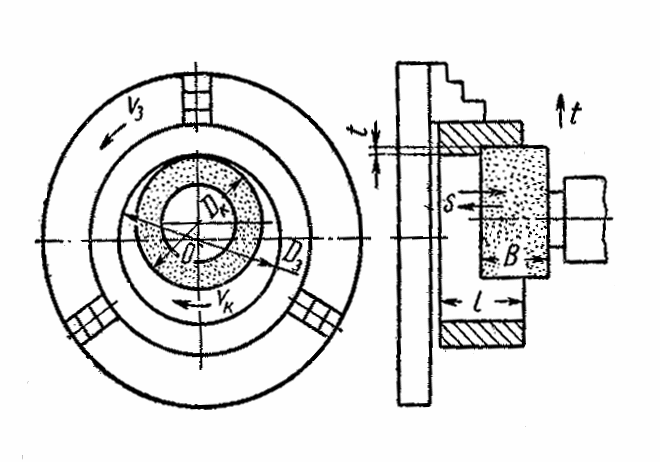
Рис. 17 Схема процесса внутреннего шлифования
Время правки круга, приходящееся на одну деталь:
(5)![]()
где
Тпр - время одной правки инструмента, мин;
Т - стойкость шлифовального круга;
tр – время резания(основное время)
Учитывая приведенные выше выражения, штучное гремя, зависящее от режимов обработки, может быть получено из выражения(6):
(6)![]()
![]()
![]()
Зависимость (6) представляет собой критерий оптимальности «минимальное штучное время».
Критерий минимальной себестоимости
Этот показатель охватывает более широкий круг затрат общественного труда и наряду с затратами живого труда учитывает затраты прошлого, овеществленного в средствах производства
Цеховая себестоимость технологической операции без учета затрат на исходную заготовку определяется выражением:
(7)
Соп = Сз.с + Са + Срем + Сэн + Св + Спр + Син + Сп
где:
Сз.с - заработная плата станочников, руб.;
Са -амортизационные отчисления на восстановление станка, руб.;
Срем - затраты на ремонт станка, руб.;
Сэн- затраты на силовую электроэнергию, руб.;
Св - затраты на вспомогательные материалы, руб.;
Спр - затраты на ремонт и амортизацию приспособлений, руб.;
Син- затраты на ремонт и заточку режущего инструмента, руб.;
Сп- затраты на эксплуатацию помещения, руб.
Поскольку часть затрат при данном процессе шлифования остаются постоянными, себестоимость операции, при внутреннем шлифовании может быть определена по следующей зависимости :
С
(8)
Сз.с - заработная плата станочников, руб.;
Син- затраты на эксплуатацию режущего инструмента, руб.;
Сэн- затраты на силовую электроэнергию, руб.;
Сцех – общецеховые расходы, руб.;
Введем обозначение: R= Сз.с + Сэн + Сцех