

11.1 Методика проведения исследования
11.1.1 Материально-техническое оснащение
Для проведения эксперимента используются следующее оборудование и техническое оснащение:
Германский станок марки “OVERBECK”
Основу станка (рис.14) составляет компьютер с процессором “PentiumII”, который управляет всеми органами станка, а также контролирует все необходимые характеристики качества, заданные технологом и конструктором. Компьютер автоматически вводит коррекцию на износ инструмента. Роль оператора-наладчика на этом станке сводится к следующему: Загружать детали в бункерное загрузочное устройство, укладывать детали в тару после проведения обработки и следить за нормальной работой компьютера.

Рис.14 Германский внутришлифовальный станок «OVERBECK»
Станки оснащены внешним устройством для приема информации, модемом, посредством которого можно внести коррективы в работу станка из любой точки земного шара, где есть выход в систему “Интернет”, а также дать ценные указания по работе станка.
Измерительный прибор для определения размера и геометрии обработанных деталей – “Пневморотаметр”(длиномер)
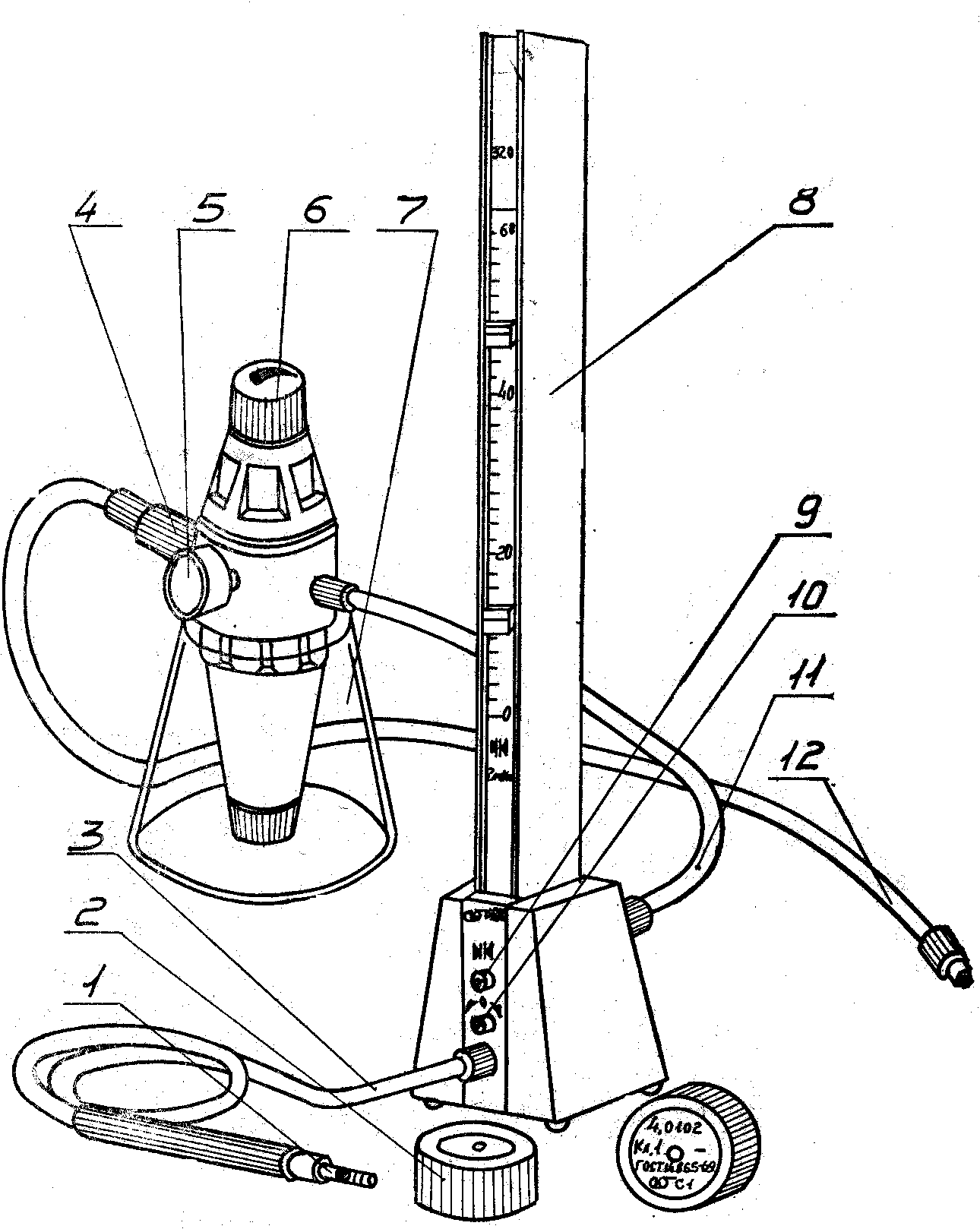
Рис. 15 «Длиномер пневматический»: 1 — пробка пневматическая; 2 — кольцо установочное; 3 — шланг к измерительной оснастке; 4 — кран проходной; 5 — манометр; 6 — блок фильтра со стабилизатором; 7 — подставка; 8 — секция с отсчетным устройством; 9 — вентиль уменьшения чувствительности и увеличения начального зазора (вентиль параллельного пропуска воздуха); 10 — вентиль уменьшения начального зазора (вентиль выпуска воздуха в атмосферу): 11 — шланг к блоку фильтра со стабилизатором; 12 — шланг для подключения прибора к сети питания.
Длиномер пневматический высокого давления, модель 320, совместно с измерительной оснасткой предназначен для измерения линейных размеров путем преобразования изменения расхода воздуха, связанного с измеряемым параметров, в перемещение поплавка относительно шкалы прибора.
Обозначение пневморотаметра (длиномера):
«Длиномер пневмотический модель 320.0.00.0.00.»
Длиномеры выпускаются в двух основных исполнениях: длиномеры с перенастраиваемой ценой деления шкалы, и длиномеры с определенной ценой деления шкалы.
Основные технические характеристики и условия эксплуатации длиномера пневматического
|
№ |
Характеристика |
Параметр |
|
1 |
Наработка до первого отказа не менее 300000 условных измерений с вероятностью безотказной работы 0,8. Примечания: * Под отказом понимается событие, заключающееся в потере заданной точности, для восстановления которой трсб\ется проведение ремонта или замена отдельных деталей, не входящих в комплект длиномера. * Под потерей точности понимается выход основной погрешности длиномера за установленные пределы. | |
|
2 |
Цена деления шкалы, мкм |
0.2-10 |
|
3 |
Диапазон измерений, мкм |
10-160 |
|
4 |
Диаметры измеряемых отверстий, мм |
6…160 |
|
5 |
Рабочее давление, МПа |
0,1 ... 0,2 |
|
6 |
Габаритные размеры, мм, не более |
21X90,5X432 |
|
7 |
Масса, кг, не более |
2,8 |
|
8 |
Температура окружающей среды 20° + 4°С, при этом. необходимо учитывать возникающие дополнительные погрешности, которые должны быть установлены при аттестации методики измерения в соответствии с ГОСТ 8.010—72. |
|
|
9 |
Атмосферное давление |
101,3+3,3 кПа (760 мм рт. ст.). |
|
10 |
Относительная влажность окружающего воздуха не более |
80%. |
|
11 |
Изменение температуры в период за один час работы не более |
0,5° С |
|
12 |
Давление воздуха в сети питания, МПа. |
0,31…0,59 |
Устройство и принцип работы:
Принципиальная схема длиномера пневматического показана на рис.16
В пневматическую систему длиномера входит кран проходной 1, блок фильтра со стабилизатором 2, манометр рабочего давления 3, секция с отсчетным устройством 4 и измерительная оснастка 5, 6.
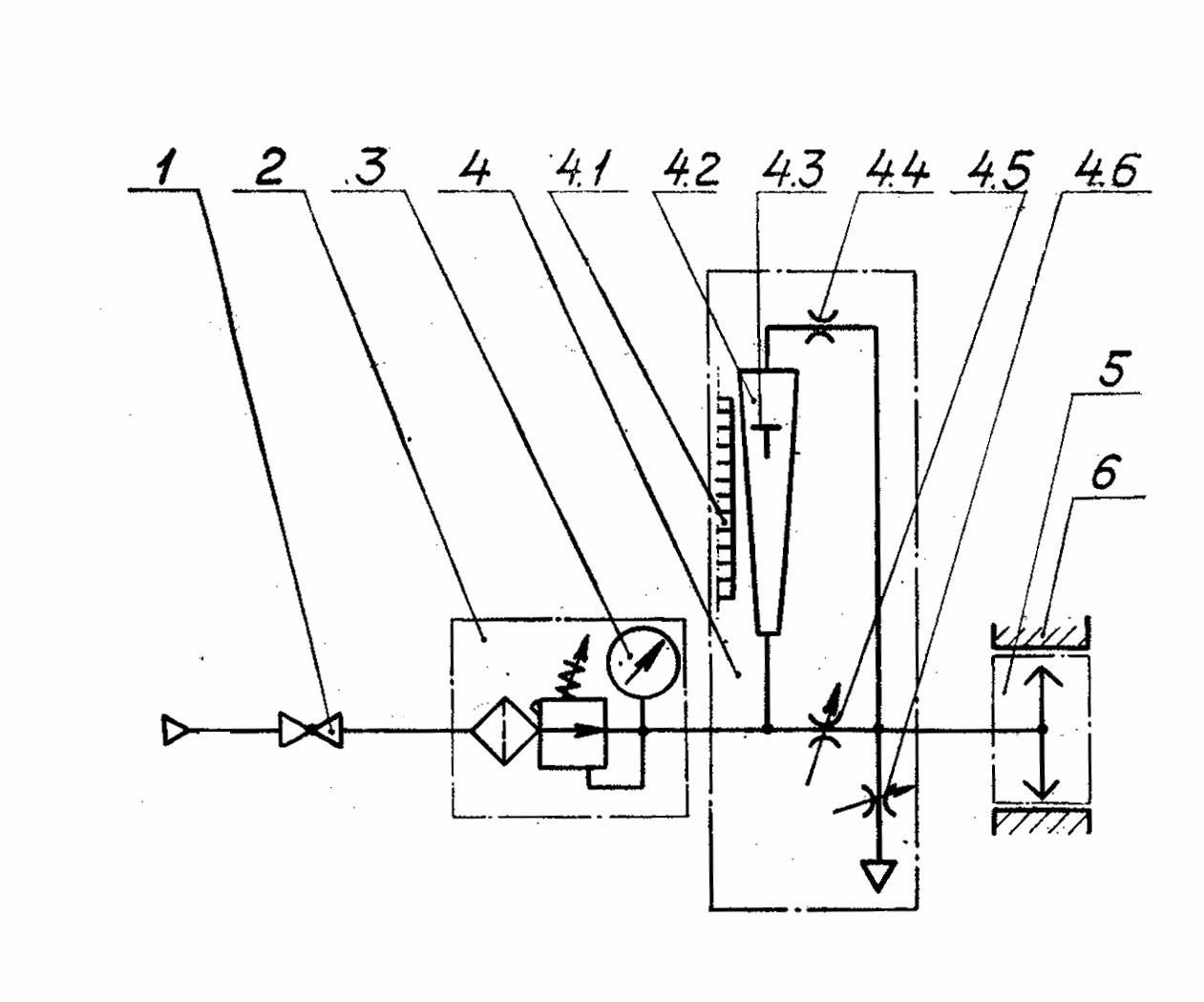
Рис. 16 Принципиальная схема длиномера пневматического.
Секция с отсчетным устройством включает в себя шкалу 4.1, прозрачную ротаметрическую трубку 4.2, поплавок 4.3, дроссель 4.4, вентиль уменьшения чувствительности и увеличения начального зазора (вентиль параллельного пропуска воздуха) 4.5 и вентиль уменьшения начального зазора (вентиль выпуска воздуха в атмосферу) 4.6. Начальный зазор - измерительный зазор, соответствующий начальной отметке шкалы.
Секция с отсчетным устройством представляет собой расходомер постоянного перепада давления (ротаметр), действие которого основано на перемещении поплавка при изменении расхода воздуха, зависящего от зазора между торцами сопел измерительной оснастки и стенками измеряемого изделия.
Пройдя кран 1, воздух поступает в блок фильтра со стабилизатором 2, а затем в ротаметрическую трубку 4.2 и через дроссель 4.4 в измерительную оснастку 5. Давление на выходе блока фильтра со стабилизатором определяется по показаниям манометра 3.
В зависимости от зазора между соплами измерительной оснастки и измеряемой деталью будет изменяться расход воздуха, проходящего через длиномер и соответственно меняться положение поплавка 4.3 в ротаметрической трубке 4.2.
Поплавок является указателем шкалы длиномера. Изменение положения поплавка в зависимости от изменения расхода воздуха происходит потому, что поплавок, поддерживаемый проходящим через ротаметрическую трубку воздушным потоком, устанавливается там, где площадь кольцевого зазора между ним и стенками расширяющегося кверху конусообразного отверстия ротаметрической трубки соответствует данному расходу.
Расход больше - поплавок поднимается, расход меньше - поплавок опускается. Каждому измерительному зазору, т. е. каждому размеру проверяемого изделия соответствует свой расход воздуха и свое положение поплавка в ротаметрической трубке.
Измерительный прибор для определения шероховатости обработанных деталей –“Профилометр”
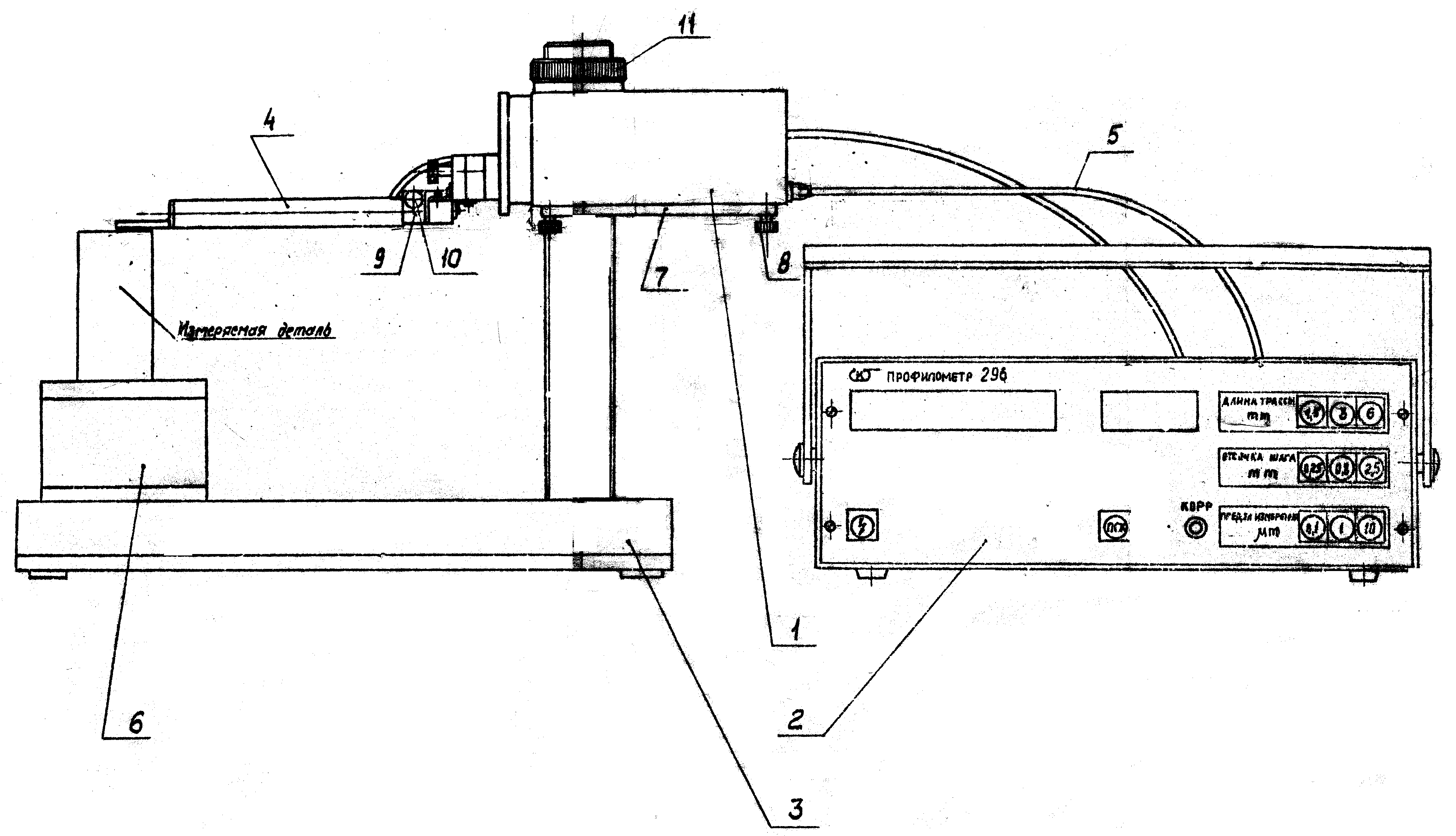
Рис.17 Профилометр цеховой с цифровым отсчетом и индуктивным преобразователем
Профилометр цеховой с цифровым отсчетом и индутивным преобразователем предназначен для измерения в цеховых контрольных пунктах шероховатости поверхности изделий, сечение которых в плоскости измерения представляет прямую линию.
Обозначение профилометра:
«Профилометр цеховой с цифровым отсчетом и индуктивным преобразователем модель 296 172-034-4-83»
Основные технические характеристики:
|
№ |
Характеристика |
Параметр |
|
1 |
Измеряемый параметр шероховатости поверхности по ГОСТ 2789-73 |
Ra |
|
2 |
Диапазон измерений Ra,мкм. |
0,02-10 |
|
3 |
Верхние пределы диапазонов, мкм |
0,1; 1; 10 |
|
4 |
Погрешность профилометра не должна превышать требований ГОСТ 19300-86.
|
|
|
5 |
Минимальный шаг шероховатости измеряемой поверхности, мм |
0,004 |
|
6 |
Уровень шума и внутренних вибраций по Ra не более, мкм |
0,01 |
|
7 |
Отсечка шага, мм |
0,25; 0,3; 2,5 |
|
8 |
Минимальный диаметр проверяемого отверстия, мм: на глубине до 20 мм на глубине до 130 мм |
6 16 |
|
9 |
Сведения о суммарной массе драгоценных материалов: Золото - 0,57 г.
|
|