

5.3.5. Загрузочные и разгрузочные устройства
В соответствии с требованиями технологического процесса как загрузка, так и разгрузка конвейеров могут производиться в любом пункте трассы.
Конструкция загрузочных устройств зависит от характеристики транспортируемого груза и способа его подачи на конвейер. Насыпные грузы подаются на ленточные и пластинчатые конвейеры через загрузочные устройства с гравитационным движением груза - воронки с затворами и без затворов, а также насыпные лотки и через загрузочные устройства с принудительным движением груза - питатели ленточные, вибрационные, барабанные и др.; разгрузка же таких конвейеров осуществляется через головной барабан (звездочку) по траектории свободного падения струи груза или с помощью сбрасывателей при промежуточной разгрузке. В скребковые и винтовые конвейеры насыпные грузы поступают через загрузочные патрубки в крышке желоба, а разгружаются через выпускные патрубки в днище желоба.
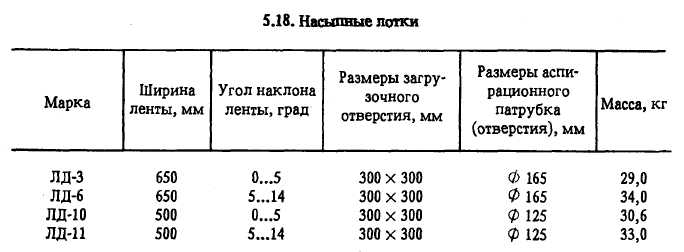
Насыпные лотки типа ЛД устанавливают обычно на подсилосных конвейерах. Лоток типа ЛД (рис. 5.8, а, табл. 5.18) состоит из сварного корпуса, к стенкам которого на болтах прикрепляют боковые щечки и передний лист, изготовленные из морозостойкой резины и служащие для предотвращения просыпи груза, а также уменьшения подсосов воздуха при аспирации. Конструкция лотков позволяет устанавливать их на горизонтальных и наклонных (до 14°) участках конвейеров.
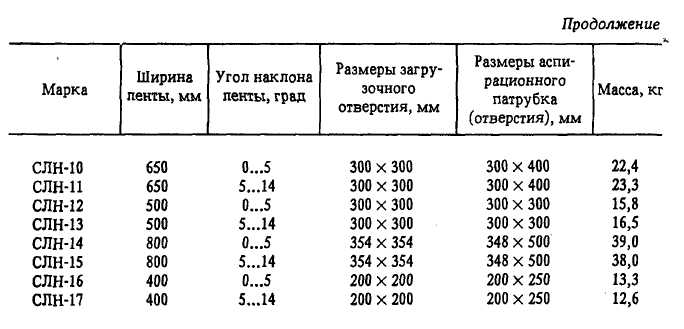
Насыпные лотки типа СЛН также устанавливают на горизонтальных и наклонных (до 14°) участках ленточных конвейеров. Лоток типа СЛН (см. рис. 5.8, б, табл. 5.18) состоит из сварного корпуса и задвижки с фиксатором. В верхней части корпуса расположено отверстие для присоединения аспирационного воздухопровода. При работе лотка без аспирации отверстие закрывают крышкой. Насыпные лотки СЛН-12 и СЛН-13 присоединяют к самотечной трубе, подающей груз, посредством колен СК7, лотки СЛН-16 и СЛН-17 - посредством колен СК4.
В ряде случаев насыпные грузы подаются на конвейер при помощи загрузочной воронки (рис. 5.8, в). От конструкции, выбора размеров и углов наклона воронки и лотка во многом зависит надежность работы конвейера. Углы наклона стенок воронки должны быть несколько больше углов трения сыпучего груза о стенку воронки; ширину принимают более половины ширины ленты В1 = 0,5 Вл, В2 = 0,6 Вл, а длина должна быть такой, чтобы в загрузочном устройстве успевал формироваться ровный слой груза; обычно / = (1,25...2,0) Вл. Для устранения просыпи груза на боковых и задней стенках воронки устанавливают полосы из мягкой износостойкой резины.
Наиболее простым способом разгрузки конвейеров является сброс груза с концевого барабана; в этом случае используют сбрасывающие коробки. Коробка представляет собой сварной металлический кожух, к которому присоединяют самотечную трубу и аспирационный воздухопровод. Выход груза осуществляется вправо, влево или прямо вперед на два направления через перекидной клапан.
Разгрузка на трассе ленточных конвейеров производится при помощи плужковых или барабанных разгружателей (рис. 5.9, табл. 5.19).
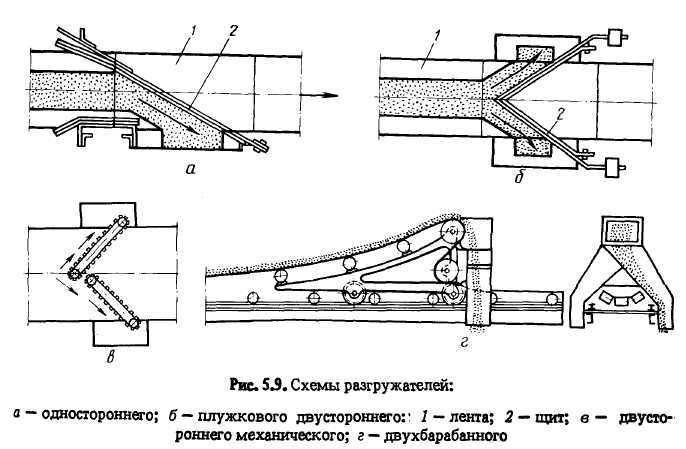
Плужковые разгружатели применяют на горизонтальных конвейерах при скорости ленты не более 2,0 м/с; их не рекомендуется применять для разгрузки твердых и высокоабразивных грузов из-за быстрого изнашивания щитов и ленты.
Наиболее универсальным средством для промежуточной разгрузки ленточных конвейеров являются двухбарабанные разгрузочные сбрасыватели (рис. 5.9, г), обеспечивающие разгрузку в отдельных точках, когда разгрузка осуществляется при реверсивном движении тележки: груз сбрасывается с верхнего барабана в воронку вправо или влево или одновременно по обе стороны от конвейера.
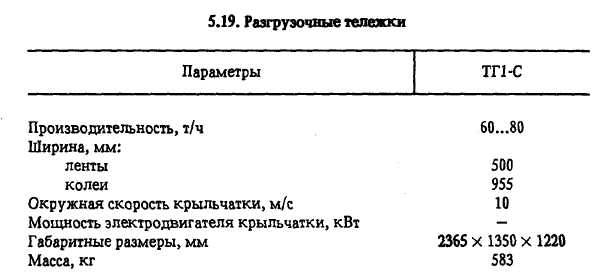
Для разгрузки груза с ленточных конвейеров, установленных в механизированных складах напольного хранения, предназначены тележки ТСЗ-500 и ТГ1-С.
Разгрузочная тележка ТГ1-С обеспечивает разгрузку зерна с ленты реверсивных конвейеров верхних галерей складов по следующим направлениям: на две стороны самотеком в центральную часть склада; на две стороны крыльчаткой к стенам склада; на ленту с помощью тележки.
Тележка снабжена ручным приводом. Рама сварной конструкции. Распределительное устройство представляет собой двухстороннюю сбрасывающую коробку, снабженную двумя направляющими коробами, двумя отражателями и системой заслонок с ручным управлением. Для подачи зерна на ленту отражатели поднимают, а заслонки закрывают. Крыльчатка получает вращение от приводного барабана через цепную и клиноременную передачи.
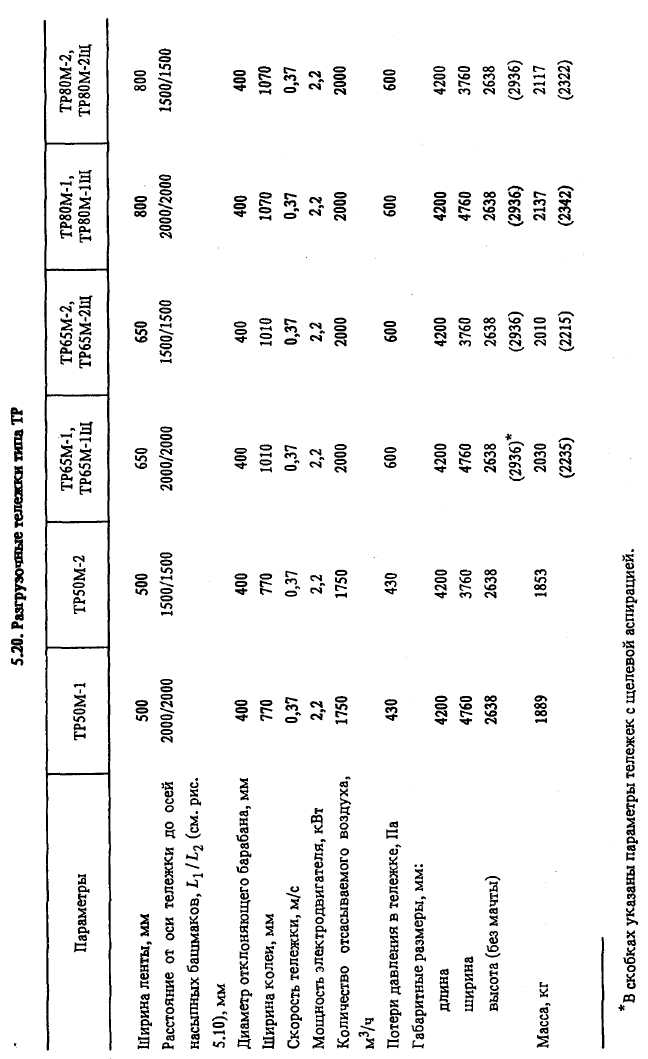
Автоматические разгрузочные тележки типа ТР предназначены для разгрузки надсилосных ленточных конвейеров в элеваторах с дистанционным управлением. Они изготавливаются для лент шириной 500, 650 и 800 мм в трех исполнениях, отличающихся расстояниями от продольной оси тележки до осей насыпных башмаков. Тележка типа ТР (рис. 5.10, табл. 5.20) имеет встроенный аспирационный канал, подключаемый к напольной стационарной аспирационной сети 10, расположенной вдоль конвейера. Аспирационные клапаны открывает
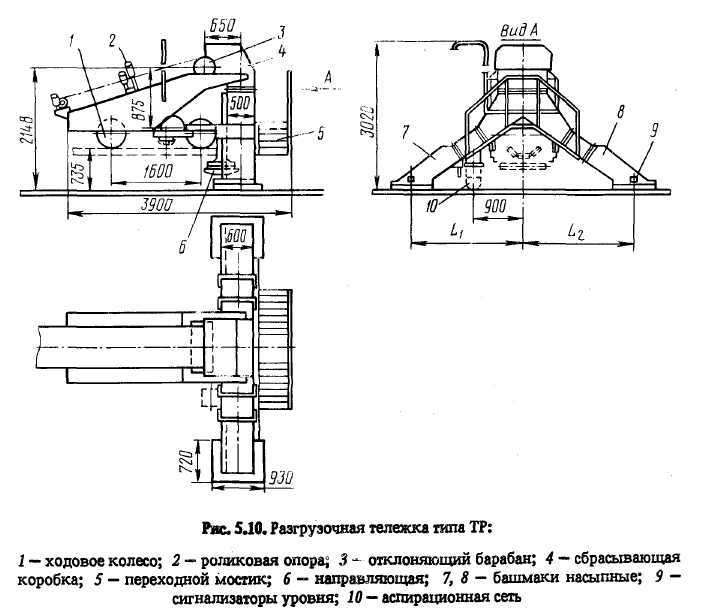
направляющая 6, прикрепленная к насыпному башмаку 7 тележки. Другая направляющая, прикрепленная к раме шасси, действует на конечные выключатели, установленные вдоль рельсового пути, обеспечивая остановку тележки над заданным силосом (тормоз типа ТКГ-200).
При помощи исполнительного механизма ИМ-2/120 управляют перекидным клапаном сбрасывающей коробки 4.
Сыпучий груз из желобов цепных, скребковых конвейеров обычно выгружают через люки, которые устанавливают в нескольких местах трассы. Люки снабжены механизированными задвижками.
Штучные грузы на ленточные и пластинчатые конвейеры подаются при помощи различных спусков или укладываются непосредственно на них, разгрузка производится с концевого барабана или по трассе конвейера с помощью плужковых разгружателей с неподвижными или подвижными щитами.
В подвесных конвейерах грузонесущими элементами служат подвески, загрузка и разгрузка которых может производиться вручную при помощи грузоподъемных устройств или полуавтоматических

и автоматических устройств. При полуавтоматической загрузке рабочий только подцепляет груз к подвескам, а поднимает его конвейер, имеющий в пункте загрузки двойной вертикальный перегиб с крутым спуском и подъемом.
Разгрузка происходит аналогично: конвейер на спуске устанавливает груз на стол, а рабочий снимает его с подвесок вручную.
Автоматическая загрузка (5.11, а) происходит следующим образом. Груз, предназначенный для погрузки, подается к месту загрузки ленточным конвейером; проходящие подвески автоматически подхватывают или подцепляют груз на ходу.
В пункте разгрузки (рис. 5.11, б) груз опускается на перегибе подвесного пути на ленту конвейера, скорость vл которой больше скорости vц цепи подвесного конвейера, благодаря чему груз автоматически снимается с подвески. В месте разгрузки может быть установлено какое-либо приспособление, которое наклоняет, поворачивает, опрокидывает подвеску и освобождает ее от груза.