

5.3.2. Опорные, поворотные и направляющие устройства
Опорные устройства необходимы для поддержания и уменьшения провеса наклонно и горизонтально расположенных тяговых элементов, а поворотные и направляющие - для изменения направления их движения. При вертикальном перемещении направляющие устройства необходимы для устранения раскачивания тягового элемента.
Опорные устройства (рис. 5.1). Опорными устройствами для лент, а также для некоторых специальных типов пластинчатого настила служат стационарные ролики; иногда при транспортировании штучных грузов в качестве опорных устройств используют настил из листовой стали или дерева (обычно для конвейеров небольшой длины). Тяговые и грузонесущие элементы цепных конвейеров (пластинчатый настил, скребки, ступени эскалаторов, подвесные тележки и т. п.) перемещаются по неподвижным (направляющим) путям из прокатных профилей, опираясь на них своими ходовыми катками.
Роликовые опоры. Имеют наибольшее применение для поддержания ленты и придания ей необходимой формы. Роликовые опоры для поддержания верхней (грузонесущей) ветви ленты бывают однороликовыми (рис. 5.1, а) для плоской ленты и желобчатыми (рис.5.1, в, г) для придания ленте желобчатой формы с целью увеличения производительности конвейера; для нижней ветви ленты используют прямые роликовые опоры (рис. 5.1, б).
Конструктивное исполнение роликов может быть различно и определяется в основном типом подшипников. Сами ролики состоят из корпуса - отрезка цельнотянутой трубы, из пластмассы или керамики, вкладыша, штампованного или литого из чугуна, укрепленного на оси (или полуоси) на шарикоподшипниках; в роликоопорах тяжелого типа для лент шириной 800... 1400 мм используют роликоподшипники. Ролики могут быть изготовлены и без вкладышей. В этом случае концы трубы (корпуса) закатаны в полуоси, вращающиеся в выносных подшипниках. Диаметр роликов выбирают в зависимости от ширины и скорости ленты, а также характеристики транспортируемого груза.
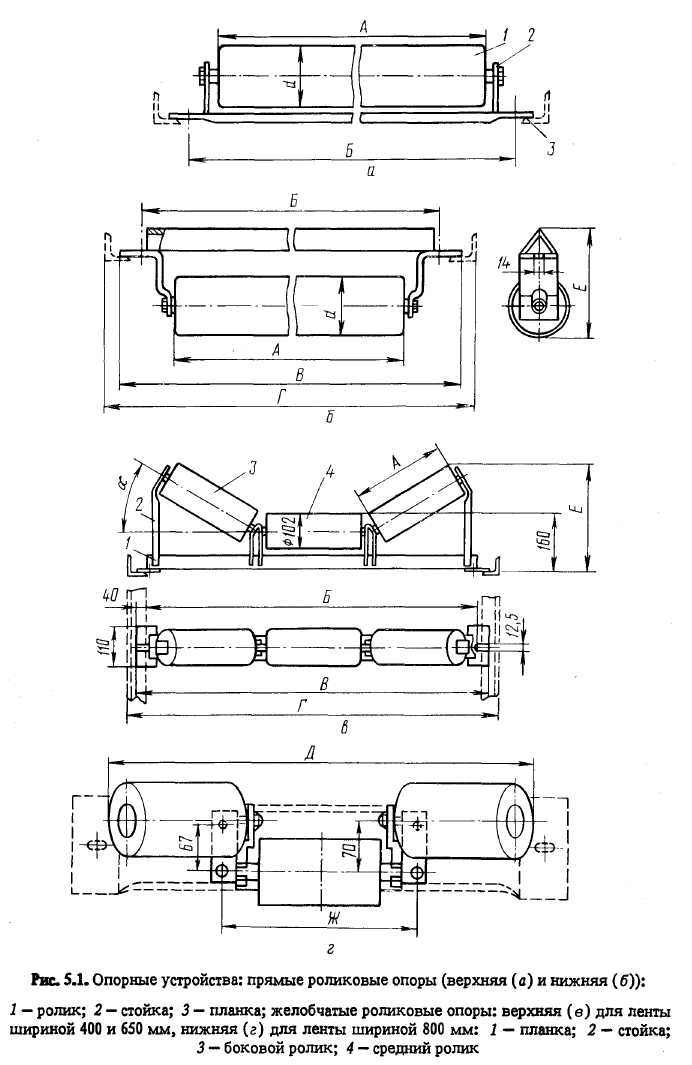
Желобчатые роликовые опоры серийно изготавливают из трех, пяти и семи роликов. Наибольшее распространение получили трех-роликовые опоры. Недостатком пяти- и семироликовых опор является большое число подшипников, а следовательно, и более высокая стоимость. В трехроликовой опоре все ролики, как правило, располагают в одной плоскости (рис. 5.1, в) или средний ролик выдвигают вперед (рис. 5.1, г) для уменьшения повреждения ленты (в зазорах между роликами) и удобства смазки.
Угол наклона боковых роликов а трехроликовой желобчатой опоры по ГОСТ 22645 равен 20° и 30° для всех грузов и любой ширины ленты; для легких грузов с насыпной массой до 1,0 т/м3 (зерно и зерно-продукты) при ширине ленты 400...800 мм допускается увеличение угла наклона до 45...600, что позволяет повысить производительность конвейера, улучшить центровку ленты и уменьшить просыпи груза.
При переходе с желобчатого профиля ленты на прямой перед концевым барабаном устанавливают две-три переходные роликовые опоры с уменьшенным углом наклона бокового ролика.
Прямые роликовые опоры устанавливают на рабочей ветви конвейеров при транспортировании штучных грузов и на холостой ветви для всех грузов. Расстояние между роликовыми опорами на рабочей ветви принимают не более 1,5 м, а на холостой - 3,0 м. При транспортировании штучных грузов расстояние между опорами принимают таким, чтобы груз всегда лежал не менее чем на двух опорах.
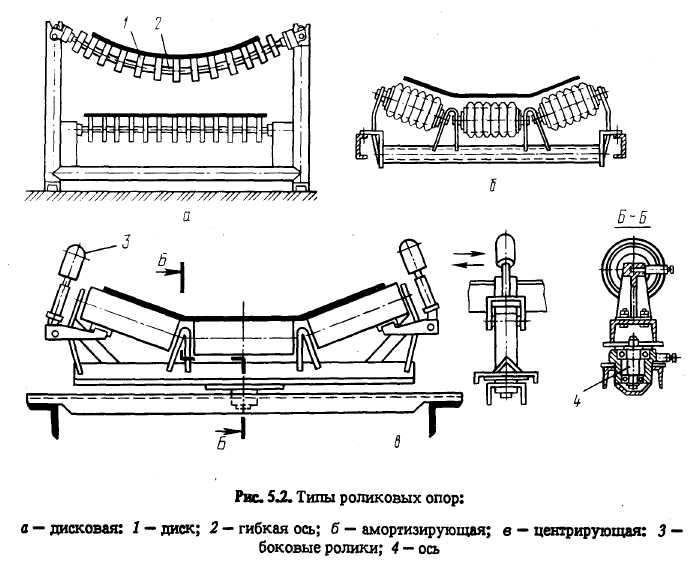
Кроме линейных в конвейерах применяют и специальные роликовые опоры (рис. 5.2, а, б, в).
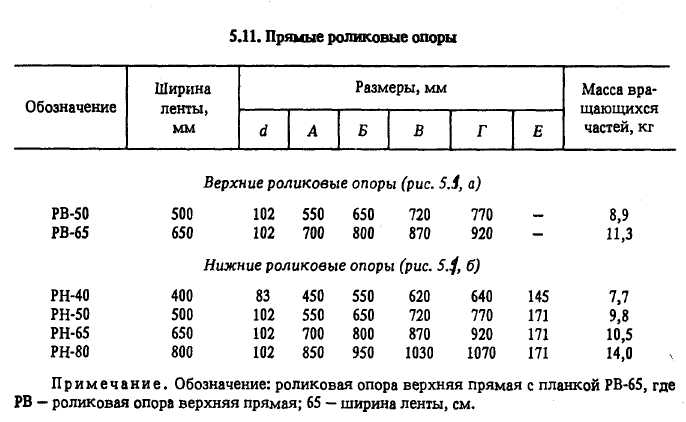
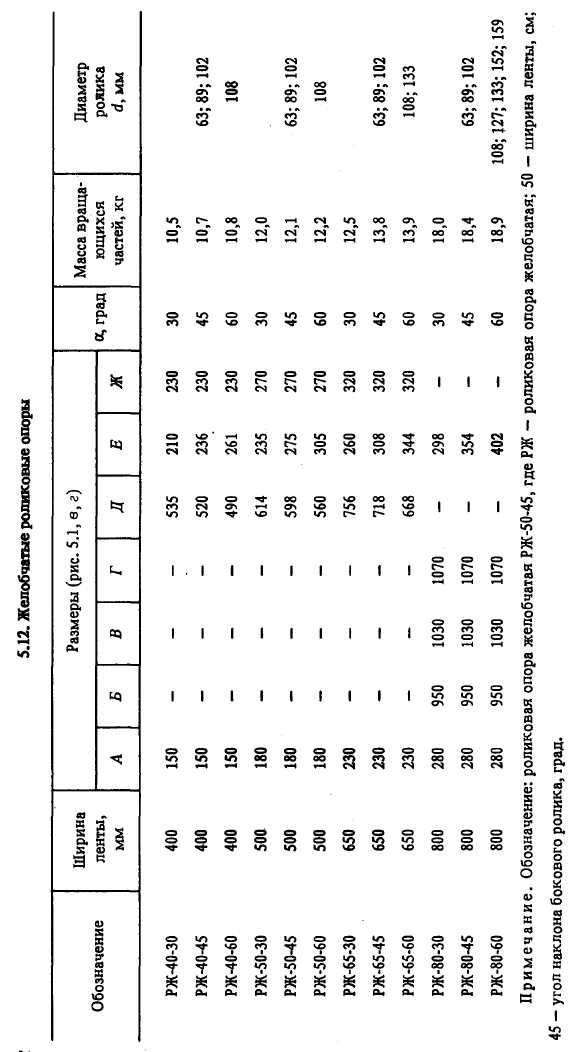
Типы и размеры роликов и роликовых опор установлены по ГОСТ 22645 и ГОСТ 22646 (табл. 5.11 и 5.12).
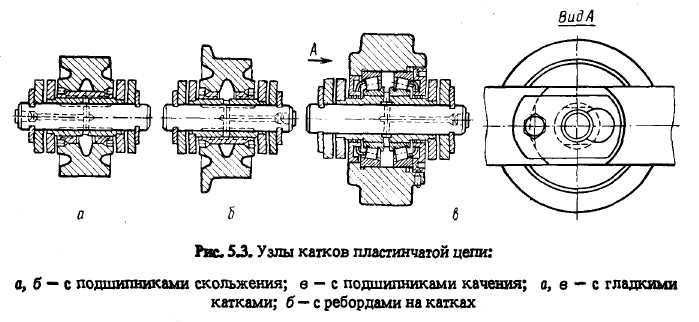
Ходовые катки (ролики). Катки, закрепленные на штырях цепей или на рабочих элементах, служат ходовыми опорами, так как цепь с грузонесущими элементами движется на них по направляющим путям. Катки гладкие или с ребордами устанавливают на подшипниках скольжения (рис. 5.3, о, б) или на подшипниках качения (рис. 5.3, в). Пластинчатые тяговые цепи с ходовыми катками были рассмотрены выше.
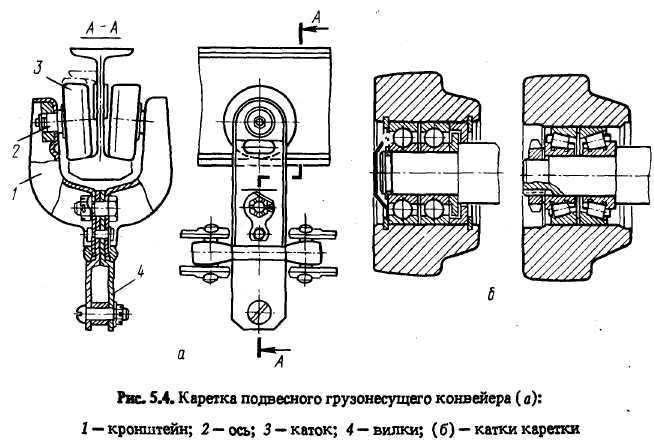
В подвесных конвейерах тяговый и грузонесущий элементы подвешивают к специальным кареткам (рис. 5.4, а), которые движутся по подвесному пути из прокатного профиля. Катки кареток безреборд-ные с коническим или сферическим ободом (рис. 5.4, б).
Скользящие опоры. Представляют собой ползуны или салазки, прикрепленные к тяговому или рабочему элементу конвейера и перемещающиеся по неподвижным направляющим путям. Такие опоры просты и дешевы в исполнении, но их использование ограничено из-за быстрого износа и значительного расхода энергии, затрачиваемой на преодоление сил трения.
Опорным элементом цепей конвейеров сплошного волочения является непосредственно днище желоба.
Поворотные и направляющие устройства. К ним относятся барабаны (для лент), блоки (для канатов, цепей), звездочки (для цепей), направляющие и ведущие устройства (для сварных цепей), шины.
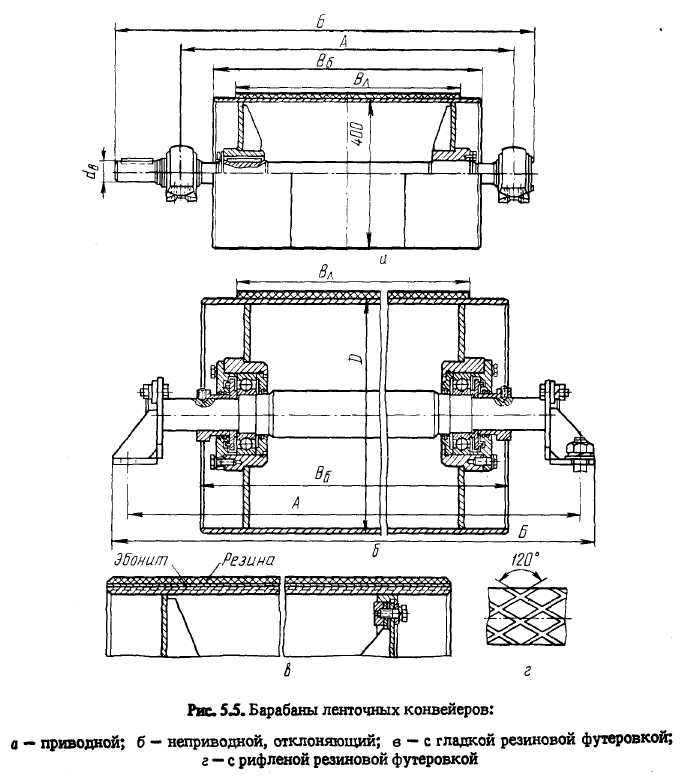
Барабаны. В ленточных конвейерах различают приводные (рис. 5.5, а), которые, как правило, выполняют с выносными опорами и сферическими самоустанавливающимися подшипниками, и неприводные (рис. 5.5, б) барабаны. Обычно барабаны изготовляют сваркой с обечайкой из листовой стали; барабаны небольших диаметров (D < 500 мм) могут изготавливаться отливкой из чугуна.
Для предотвращения расслаивания резинотканевой ленты при работе конвейера и снижения изгибных напряжений в ленте диаметр барабана (в мм) определяют в зависимости от числа прокладок ленты:
![]()
(5.11)
где Кл — коэффициент, зависящий от типа ленты: для резинотканевой ленты Кл= 125...200, для лент из комбинированных тканей Кл = 100...150, для лент из синтетических материалов Кл = 150...300.
Для стальных лент
![]()
Полученный диаметр барабана для резинотканевых лент округляют до ближайшего размера из нормального ряда в соответствии с ГОСТ 22644:160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250.
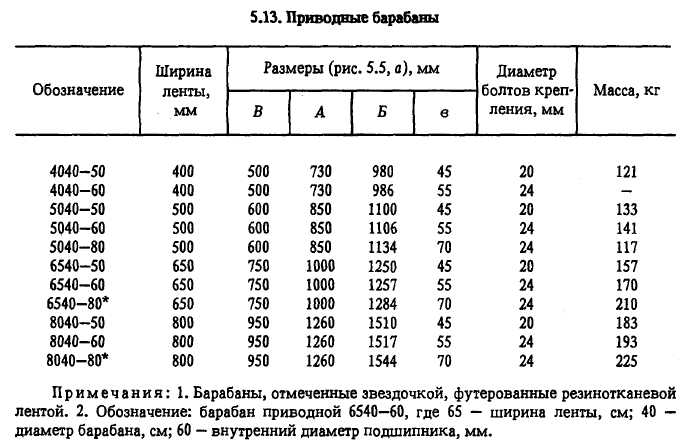
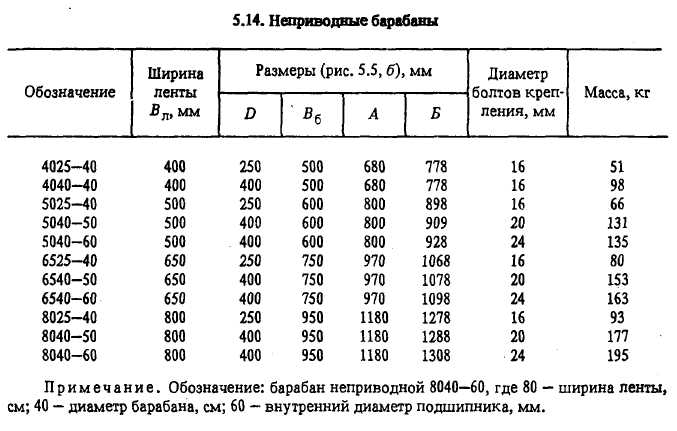
В качестве натяжных барабанов для станций всех типов, а также отклоняющих и поворотных барабанов, предназначенных для изменения направления движения ленты, используют неприводные барабаны. Параметры барабанов приведены в табл. 5.13 и 5.14.
Звездочки и блоки. Применяют в приводных и поворотных устройствах цепных конвейеров, в которых тяговым элементом являются пластинчатые втулочные, втулочно-роликовые, втулоч-но-катковые и калиброванные круглозвенные цепи. Приводные звездочки конвейеров отливают из стали 35Л или изготавливают в виде зубчатого венца из стали 40 или 50. Зубья звездочек фрезеруют и подвергают поверхностной закалке.
Основные расчетные параметры звездочек определяют для пластинчатых цепей согласно ГОСТ 592. Диаметр делительной окружности
![]()
Минимальное число зубьев звездочек z = 6...8.
Если в качестве тягового элемента используют цепь с большим шагом, то для уменьшения диаметра направляющего устройства вместо звездочки целесообразнее использовать многогранные блоки с числом граней 5...6.
Для фрикционного привода и поворотных устройств конвейеров с некалиброванными круглозвенными цепями применяют гладкие блоки диаметром D > 30 d, где d - диаметр (калибр) стержня цепи.