

Контроль качества сотовых агрегатов.
При изготовлении сотовых агрегатов значительный объем работ приходится на пооперационный и окончательный контроль.
Для контроля качества обезжиривания фольги применяется люминесцентная установка УЛКО-3, обеспечивающая 100%-ный контроль фольги с обеих сторон.
Качество склеивания сотовых агрегатов проверяется на механизированной установке УКИ-ЧП с числовым программным управлением, оснащенной импедансно акустическим прибором ИАД-3.
Выявление зон непроклеев (рис.4.23) производится импедансно акустическим методом, основанном на изменении частоты вынужденных колебаний клеевого соединения при наличии в нем непроклеев. При этом контроль можно производить при одностороннем подходе и не требуется погружения в жидкость или нанесения контактной смазки.

Рис. 4.23. Выявление зон непроклеев.
Фирмой ФРГ разработан ультразвуковой резонансный прибор "Бонд тестер" для контроля прочности клеевых соединений. Принцип действия прибора состоит во введении в клеевой шов соединения обшивка – каркас или обшивка – соты быстроизменяющихся нагрузок сдвига или растяжения и в одновременном замере реакции клеевого шва на эти нагрузки.
Недостатки прибора:
- невозможность контроля мест с пониженной адгезией клея к склеиваемой поверхности;
- необходимость высокой квалификации контролера;
- необходимость смазывания контролируемой поверхности, что приводит к замасливанию поверхностей изделия;
- большой объем работ по созданию эталонов и графиков.
Применение методов неразрушающего контроля не позволяет еще отказаться от испытаний.
Изготовление узлов с заполнителем в виде пенопласта.
При использовании в качестве легких заполнителей пенопластов возможны следующие методы изготовления узлов панелей и отсеков: прессовый, беспрессовый и комбинированный.


Рис. 2.24. Конструкция узла с заполнителем в виде пенопласта: 1- лонжерон; 2- нервюра; 3 – заполнитель в виде пенопласта; 4 – обшивка; 5 – законцовка; 6 – носок.
При прессовом методе технологический процесс осуществляется в следующей последовательности: сборка каркаса, установка пенопласта между элементами каркаса (нервюрами, лонжеронами т.д.) и их склеивание, обработка пенопласта с пригонкой под склейку обшивки, подготовка пенопласта и обшивок к склеиванию, склеивание их в приспособлении под определенным внешним давлением прессования.
Пенопласт приклеивается с обшивками в приспособлениях (рис.2.23.)
При беспрессовом методе легкий заполнитель образуется в полости изделия в результате термической обработки исходного полуфабриката.
Технологический процесс здесь несколько проще: после сборки и подготовки изделие заполняется полуфабрикатом и подвергается термообработке. При определенной температуре полуфабрикат вспенивается в результате действия специального газообразователя или химической реакции между компонентами исходной композиции. Как в том, так и в другом случае, вспенивающаяся масса создает внутреннее давление [(3…5)*105 Па], достаточное для склеивания. Таким образом, здесь отпадает необходимость во внешнем давлении. После вспенивания заполнитель приобретает пенистую структуру с замкнутыми ячейками и объемной массой γ =0,015…0,2 г/см3.
На рисунке 4.26 приведена схема ограничительного приспособления для заполнения хвостового отсека руля самовспенивающимся заполнителем.
Для уменьшения усадки заполнителя в исходную композицию вводят специальные добавки (карбид кремния, газовая сажа и т.д.) или используется комбинированный метод, при котором в заполняемую полость вводится вкладыш из готового пенопласта (рис.4.25).
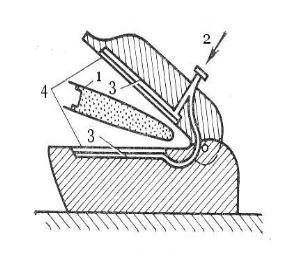
Рис. 4.25. В заполняемую полость вводится вкладыш из готового пенопласта: 1- склеиваемый узел; 2- подача сжатого воздуха; 3 - полости для сжатого воздуха; 4- фольга – мембрана.

Рис 4.26. Ограничительное приспособление для заполнения хвостовой части руля высоты самовспенивающимся заполнителем:
основание;
ограничительная стекла;
крышка;
плита;
ленточные нагревательные элементы;
струбцина;
прокладка на асбесте;
каркас хвостовой части руля.

Рис. 2.27. Схема комбинированного метода заполнения трехслойной конструкции:
изделие;
вкладыш из готового пенопласта;
исходный полуфабрикат;
ограничительное приспособление.