

Раздел 3. Сборочные процессы. Глава 9. Основные понятия технологии сборки летательных аппаратов.
Создание такого сложного изделия, как самолет, представляло бы чрезвычайно трудную задачу, если бы в процессе эскизного и технического проектирования его не делили на законченные в конструктивном и технологическом смысле части.
В производстве ЛА принято делить изделие на агрегаты, отсеки, узлы и детали часто называемыми сборочными единицами. В процессе разработки конструкции сначала производят деление планера на агрегаты, узлы и соединительные детали, входящие в планер, затем агрегаты делят на отсеки, узлы и соединительные детали, входящие в агрегаты. После этого отсеки делят на узлы и соединительные детали, входящие в отсеки, и, наконец, узлы отсеков, агрегатов и планера - на составляющие их детали.
§1. Технологическая характеристика процессов сборки
Процесс создания ЛА представлял бы чрезвычайно трудную задачу, если бы при эскизном и техническом проектировании не предлагалось членение – деление его на отдельные, законченные в конструктивном и технологическом смысле части. Такие части обычно называют сборочными единицами.
У ЛА обычно выделяют:
- планер;
- органы приземления (шасси);
- двигатели; - системы управления;
- специальное оборудование;
- средства связи.
Самолетостроение представляет собой звено, связующее между собой различные отрасли авиационного производства, так как на этих заводах наряду с изготовлением и сборкой планера производится монтаж и проверка в действии двигателей, специального оборудования и прочих элементов самолета.
В авиационном производстве самолет обычно делят на агрегаты, узлы и детали.
На рис.4.1. показана принципиальная схема преобразования исходных материалов в изделие.
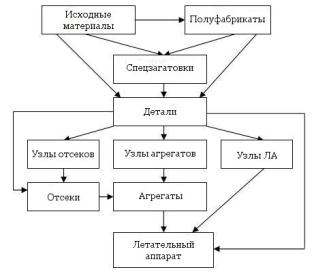
Рис. 4.1. Принципиальная схема преобразования исходных материалов в изделие.
Деталь – элементарная часть изделия, изготовленная из монолитного куска материала.
Узел – несколько соединенных между собой деталей (сборные лонжероны, нервюры, шпангоуты и т.д.).
Панель – соединение нескольких деталей каркаса с обшивкой.
Агрегат – законченная в конструктивном отношении часть планера, состоящая из отсеков и узлов.
На рис.4.2. представлены основные агрегаты планера самолета.

Рис.4.2. Членение самолета
1-обтекатель антенны; 2-передняя и средняя части фюзеляжа; 3-крыло; 4-силовая установка; 5-киль; 6,16-носок киля и стабилизатора; 7,14,33,35-кессоны киля, стабилизатора, ОЧК и центроплана; 8-обтекатель стабилизатора; 9-стабилизатор; 10,18-кок стабилизатора и фюзеляжа; 11,17,30-триммеры; 12-руль высоты; 13,32- законцовка стабилизатора и ОЧК; 15-руль направления; 19-хвостовая часть фюзеляжа; 20-гидроподъемник трапа; 21-гондола двигателя;22-створка гондолы; 23-воздухозаборник двигателя; 24,43-трапы; 25,26,42-двери; 27- интерцептор; 28-закрылки; 29-хвостоовая часть центроплана; 31-элерон; 34,36-носок и предкрылок ОЧК и центроплана; 37,39,45-щитки шасси;38,40,44- шасси;41-подкессонная панель.
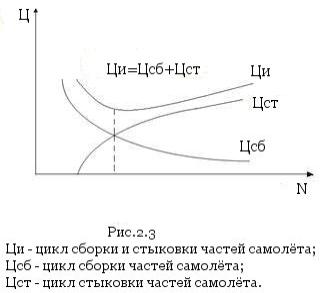
Рис. 4.3. Рациональные границы деления ЛА на части.
Ци – цикс сборки и стыковки частей самолёта, Цсб – цикл сборки частей самолёта, Цст – цикл стыковки частей самолёта.
Места соединения частей ЛА – стыки могут быть различными, что определяется соединением частей при помощи различных соединений (болтов, винтов, замков и т.д.).
Разъемы могут быть подвижными и неподвижными. Разъемы допускают не только отделение, но и перемещение отдельных частей относительно друг друга. Это необходимо не только для удобства сборки, но и функционирования изделия, его эксплуатации и ремонта. Соединения частей с помощью неразъемных соединений (клепка, сварка, пайка и т.п.) не имеют разъема и называются технологическими стыками.
Технологические стыки необходимы для удобства сборки ЛА, его частей, что, как правило, повышает производительность труда и качество продукции. Отдельные части ЛА можно собирать параллельно, в силу чего цикл изготовления ЛА резко сокращается. Однако деление ЛА на части имеет свои целесообразные, рациональные границы (рис. 4.3).
Наиболее короткому циклу сборки изделия соответствует оптимальное соотношение элементов цикла, охватывающих параллельную сборку его частей и соединение собранных частей изделия между собой.