

§2. Механические процессы.
В самолетостроении широко применяют резку ножницами и штампами, распиловку, фрезерование, сверление, зенкерование, развертывание, точение, протягивание, щлифование и полирование.
Резка ножницами и штампами.
Процесс резки ножницами и штампами заключается в сдвиге одной части полуфабриката относительно другой под действием и в направлении сил, приложенных к полуфабрикату со стороны ножей ножниц или пуансона и матрицы вырезного штампа (рис.3.17, а, б).
Усиление
резки.
Ножи должны воздействовать на полуфабрикат
с усилием, достаточным для создания
пиковых напряжений, достигающих величины
 для данного материала. Многочисленными
экспериментами установлено, что для
процессов резки достаточно усилие P,
определяемое из выражения:
для данного материала. Многочисленными
экспериментами установлено, что для
процессов резки достаточно усилие P,
определяемое из выражения:

где
S
– площадь одновременного сдвига
материала;
– сопротивление материала срезу; 1,3
(1,0…1,3) – коэффициент, учитывающий
неравномерность толщины материала
полуфабриката, затупление режущих
кромок ножей, наличие сложного напряженного
состояния в процессе резки;
 – предел прочности материала полуфабриката.
– предел прочности материала полуфабриката.
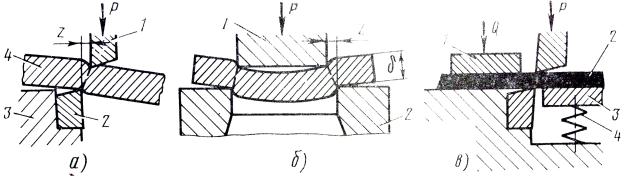
Рис. 3.17. Схема процесса резки:
а)– ножницами: 1-верхний нож; 2-нижний нож; 3-стол ножниц; 4-разрезаемый полуфабрикат. б) – штампами: 1-пуансон; 2-матрица. в) – ножницами с прижимом и поддерживающей плитой: 1-прижим; 2-разрезаемый материал; 3-поддерживающая плита; 4-пружина.
Способы резки и применяемое оборудование: по криволинейным контурам (рис. 3.18) и по прямым линиям.
Рис. 3.18 Способы резки по криволинейным контурам:
а) – дисковыми ножницами; б) - вибрационными ножницами: 1-подвижный нож; 2-неподвижный нож;
3-разрезаемый лист. в) - штампом: 1-пуансон; 2-матрица; 3-полуфабрикат.
Вырезка штампами. Она применяется в серийном и массовом производстве.
Пресс — механизм для производства давления с целью уплотнения вещества, выжимания жидкостей, изменения формы, подъёма и перемещения тяжестей.
Штамп - приспособление, где реализуется конкретный процесс разделения (рис. 28).
По характеру действий штампы разделяют на:
Простые штампы (рис.3.19, а);
Совмещенного действия (рис. 3.19, б);
Последовательного действия (рис. 3.19, в).
По конструктивному оформлению:
открытый (рис. 3.19, г);
с направляющей плитой (рис.3.19, д);
с направляющими колонками (рис.3.19, е).
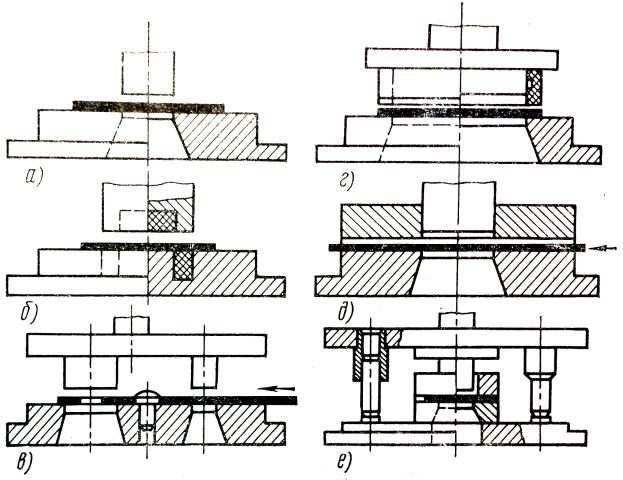
Рис. 3.19 Типы штампов (по характеру действия).
При помощи ножниц и штампов можно резать не только листовой материал, но также профили, прутки и трубы. Ножи в этом случае должны быть изготовлены по профилю разрезаемого полуфабриката.
Карты раскроя для вырезки штампами – документ, фиксирующий расположение контуров вырезаемых деталей на полосе (ленте). Характер карты раскроя влияет на качество получаемых деталей, конструкцию вырезного штампа и коэффициент использования материала. Если вырезанные заготовки при последующих операциях подвергают гибке по малым радиусам, то во избежание появления трещин карту раскроя составляют с учетом направления проката листа (ленты).
На
рис. 3.20 показаны варианты раскроя ленты
(полосы) при вырезке штампами. Величина
двух перемычек
 и
и
 зависит от требований чистоты кромок,
толщины материала, формы и размеров
заготовок детали. При этом
= 1,2
.
зависит от требований чистоты кромок,
толщины материала, формы и размеров
заготовок детали. При этом
= 1,2
.
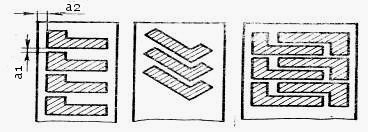
Рис. 3.20 Варианты раскроя лент (полос) при вырезке деталей штампами.