

Глава 4. Основные направление механизации и автоматизации технологических процессов.
Одним из основных направлений повышения производительности труда, снижения трудоемкости и стоимости изготовления является автоматизация и механизация технологических процессов. Уровень и глубина автоматизации и механизации зависит от объема производства. Чем больше объем производства, тем более радикальные методы можно использовать в автоматизации и механизации, т.к. эффективная компенсация средств.
Размер
партии изделий
10000 2000 50 25


Объемы
ТПП

ЖАЛ
ГПМ
ГПС

ЧПУ
УС
Номенклатура
линии
Рис. 3.11. Уровни автоматизации на производстве.
УС – универсальные станки.
ЧПУ – числовое программное управление. Оборудование с ЧПУ.
ГПС – гибкие производственные изделия.
ГПМ – гибкий производственный модуль.
ЖАЛ – жесткие автоматические линии.
Гибкость характеризуется временем перехода от изготовления одного изделия на другое. Чем меньше гибкость, тем лучше.
Техническая гибкость – способность производства адаптироваться к изменению номенклатуры изделия. Обеспечивается гибкостью составляющих компонентов производства:
Предмет труда;
Средства труда (инструменты, реактивы);
Орудия труда – станки с ЧПУ, обрабатывающие центры с ЧПУ;
Овеществление труда (рабочих).
Организационно-структурная гибкость – способность производственной системы адаптироваться к таким изменениям от заданного режима, как изменение плана производства, отсутствие заготовок, инструмента, выхода из строя элементов производства.
Адаптируемость к изменяемой номенклатуре деталей и изделий накладывает на сами изделия ограничения и требования:
Технологичность изделия;
Минимальное количество детали на сборке;
Высокая степень конструктивно-технологического подобия.
Все эти аспекты в определенной степени решаются с использованием унификации и стандартизации, а так же с использованием систем автоматизированного проектирования.
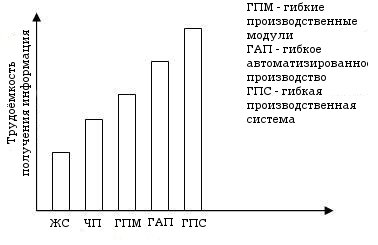
Рис. 3.12. Объемы производства при автоматизации
§1. Системы организации производства.
МРП (США) – планирование ресурсов производства.
Система КАНБАН (Япония) – ноль запасов, ноль дефектов.
Идея системы МРП заключается в том, что в соответствии с программой производства конечной продукции и ее номенклатурой определяется разбивка по времени суммарной потребности в деталях (изделиях), которые производятся с учетом имеющихся запасов и незавершенного производства.
Недостатки:
Обилие предлагаем программ, затрудняющих выбор
Необходимо точность исходных технических данных. По номенклатуре 98%, а запасы и НП – 95%.
Внедрение этой системы занимает 2-4 года, важное значение имеет подготовка персонала.
Идея системы КАНБАН заключается в том, что производить и поставлять продукция тогда, когда она нужна потребителю. Изготавливают детали не впрок, а непосредственно на использование.
Достоинства:
При этом минимизируются складские помещения. Заказ на производство поступает с рабочего места, находящего ниже технологического процесса.
Большая гибкость производственного аппарата, возмжность лучшего приспособления к изменениям рынка
Постоянное стремление персонала к улучшению показателей, так как основные стремления: ноль запасов, 0 дефектов
Недостатки:
Сложность освоения;
Требования жесткой дисциплины и непригодность при резких и внезапных колебаниях объемов производства.
Предпосылки создания гибких производственных систем.
Опыт эксплуатации жестко программируемых автоматических линий в массовом производстве;
Опыт применения станков с ЧПУ и роботов в серийном и мелкосерийном производстве;
Освоение серийного производства мини и микро ЭВМ;
Накопленный опыт применения ЭВМ в проектировании, конструировании, технологической подготовке к производству и автоматизированному программированию.