

7.3 Монтаж та зварювання секцій труб в трасових умовах
Зварювання трубопроводу на трасі може виконуватись, як перед розробкою траншеї так і вслід за розробкою траншеї.
Трубопровід монтується із трубних секцій, які складаються зі двох-трьох труб, зварених на трубозварювальній базі й вивезених на трасу трубовозами. Зборка трубопроводу із одиночних труб здійснюється лише в окремих випадках, коли згідно обґрунтованих причин (вивезення секцій труб на трасу неможливе).
Трубопровід нарощують з окремих двох - або трьохтрубних секцій (рис. 7.2).
Стики зварюють за допомогою ручного Весь технологічний процес виконується мобільною зварювально-монтажною бригадою на дільниці довжиною (300-350) м (8-9) секцій труб.
Зварені на стенді секції труб перевозять на будівельний майданчик та розкладають паралельно створу переходу на дерев'яні підставки. електродугового зварювання.
На першому стику здійснюється зборка та ремонт дефектів. При зборці повинні проводитись наступні операції: очищення зовнішньої й внутрішньої поверхонь довгомірних секцій від забруднень; перевірка наявності дефектів на трубах та їх ліквідація, або відбраковування; зачистка до металевого блиску стиків та прилеглих до них внутрішньої й зовнішньої поверхонь на ширину не менше 10 мм.
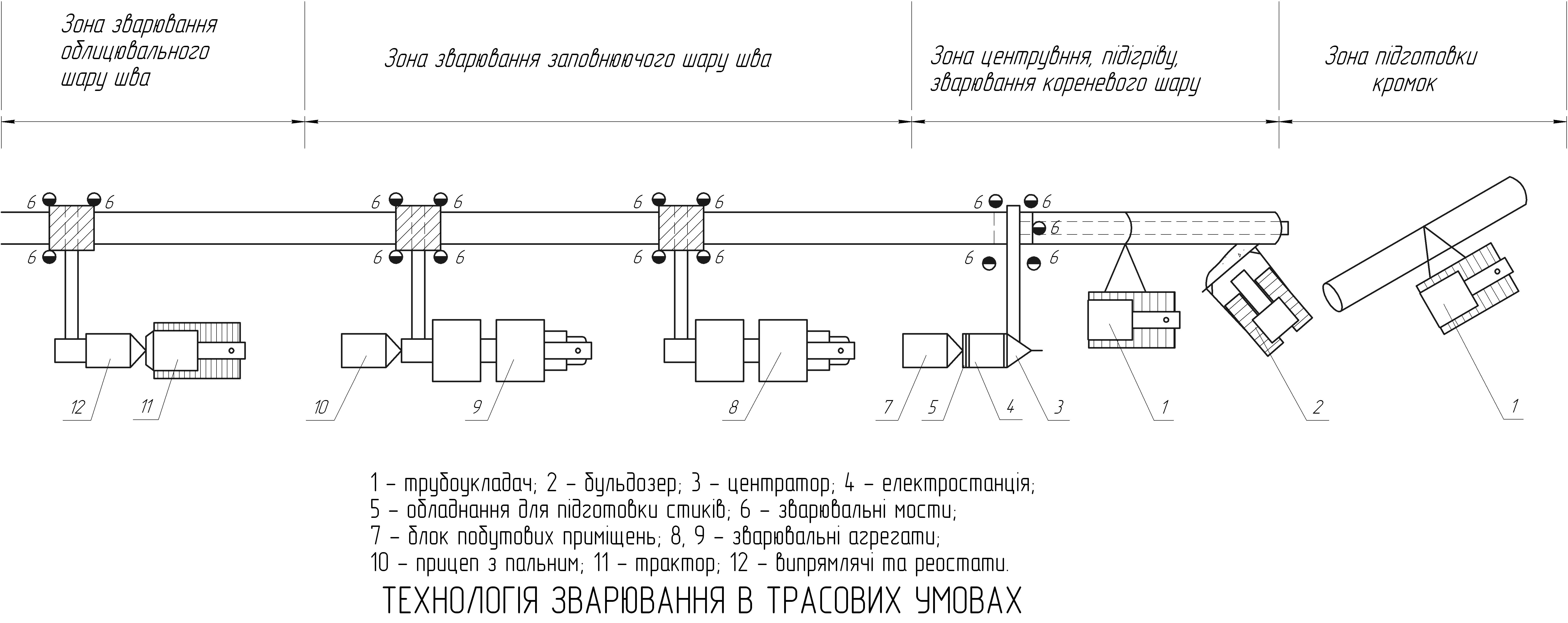
1 – трубоукладач; 2 – бульдозер; 3 – центратор; 4 – електростанція; 5 – обладнання для підготовки стиків; 6 – розташування зварювальників; 7 – блок побутових приміщень; 8,9 – зварювальні агрегати; 10 причеп з пальним; 11 – трактор; 12 – випрямлячі
Рисунок 7.2 –Схема виконання зварювально-монтажних робіт в трасових умовах
При стиковому зварюванні оплавленням необхідно додатково зачистити торець труби та пояс під контактні башмаки зварювальної машини.
Допускається правка плавних вм’ятин на торцях труб глибиною до 3,5% діаметра труб та деформованих кінців труб безударними розжимними пристроями, при цьому на трубах виготовлених зі сталі із нормативним тимчасовим опором розриву до 539 Мпа (55 кг/см2) допускається правка вм’ятин та деформованих кінців труб без попереднього підігріву при додатних температурах навколишнього повітря, а при від’ємних температурах необхідно підігрівати до (100-150)0С.
Для труб виготовлених зі сталі із нормативним тимчасовим опором розриву 539 Мпа (55 кг/см2) та вище – із місцевим підігрівом до (150-200)0С при любих температурах навколишнього повітря. Дільниці й торці труб із в’ятинами глибиною більше 3,5 % діаметра труби або при наявності надривів необхідно вирізати.
Вибоїни і задири фасок глибиною до 5 мм рекомендується зварювати електродами із основним матеріалом.
Труби із подряпинами, рисками та задирами глибиною більше 5 % від товщини стінки, вибоїни з глибиною, що перевищує 3,5 % від параметра труби, або вибоїни фасок, глибиною 5 мм) ремонту не підлягають, а дефектні дільниці труб вирізаються.
На другому – проводять центрування труб, підігрів кромок, а також зварюють кореневий шов. При зборці стику для зварювання повинна бути витримана величина зазору, яка коливається від (1,5 до 2) мм, в залежності від електродів, що використовуються.
Монтаж труб діаметром 500 мм та більше повинен здійснюватися за допомогою внутрішніх центраторів. Труби меншого діаметра можна збирати за допомогою, як внутрішнього так і зовнішнього центраторів. Незалежно від діаметра труб монтаж напусків та інших стиків де використання внутрішніх центраторів неможливе використовуються зовнішні центратори.
Зібрані стики прихвачують зварюванням. Кількість прихватів повинна бути не менше 4 штук, а довжина прихватів - не менше 200 мм. До якості прихватів ставляться такі ж вимоги, як і до основного зварного шва.
Заводські повздовжні односторонні зварювальні шви труб при зборці стиків повинні бути зміщені не менше як 100 мм.
При монтажі трубопроводу із труб з однаковою нормативною товщиною стінок зміщення кромок допускається на величину до 20 % товщини стінки труби але не більше 3 мм при електродугових способах зварювання і не більше 2 мм при стиковому зварювання оплавленням.
Безпосереднє з’єднання труб в трасових умовах із труб одного і того ж зовнішнього діаметра або труб з деталями (трійниками, перехідниками, днищами, відводами) допускається при наступних умовах:
- якщо різниця товщин стінок труб, що стикуються або труб із деталями (максимальна із яких становить 12 мм та менше) не перевищує 2,5 мм;
- якщо різниця товщин стінок труб, що стикуються або труб із деталями (максимальна із яких більше 12 мм) не перевищує 3,0 мм.
З’єднання труб або труб із деталями з великою різницею товщин стінок повинно здійснюватися шляхом вварювання між трубами (деталями), що стикуються перехідників або вставок проміжної товщини, довжина яких повинна бути не менше 250 мм.
При різнотовщинності до 1,5 товщини допускається безпосередня зборка та зварювання труб при спеціальній формі кромки більш товстої стінки труби або деталі. Конструктивні розміри кромки та зварних швів показані на рис.7.3.
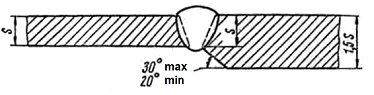
S – товщина стінки труби
Рисунок 7.3 – Конструктивні розміри кромки та зварних швів різнотовщинних труб (до 1,5 товщини стінки)
На третьому – проводиться шліфування та підварювання кореневого шару шва. Підварка із середини кореневого шва різносторонніх труб умовним діаметром 1000 мм та більше по всьому периметру ситка обов’язкова, при цьому повинен бути очищений підварений шар від шлаку недопалків електродів та іншого.
Починаючи із четвертого та закінчуючи восьмим стиками виконують зачистку та зварювання заповнюючих шарів
На дев’ятому – формується облицювальний шар шва та його підсилення. Висота підсилення шва становить (1-3) мм.
При зварюванні секцій труб “в нитку” на бермі траншеї під трубами потрібно встановити дерев’яні підкладки. Використання ґрунтових та снігових призм для монтажу трубопроводу недопустиме.
Якщо перерив процесу зварювання становить більше 2 годин то кінці зварювальної дільниці трубопроводу необхідно закрити інвентарними заглушками для запобігання попадання в середину труби снігу, бруду і тому подібного.
Допускається виконання зварювальних робіт при температурі повітря до мінус 50 0С. При швидкості вітру більше 10 м/с, а також при випаданні атмосферних опадів ведення зварювальних робіт без інвентарного укриття забороняється.
Кожний стик повинен мати клеймо зварника або бригади зварників. На стиках труб із сталі з нормативним тимчасовим опором розриву до 539 Мпа (55 кг/см2) клейма повинні наноситися механічним способом або наплавкою. Стиках труб із сталі з нормативним тимчасовим опором розриву 539 Мпа (55кг/см2) та вище маркуються зовні труби фарбою, що не змивається. Клейма наносяться на відстані (100-150) мм від стиків в верхній частині півкола труби.
Приварку будь-яких елементів, крім катодних виводів, в місцях розташування поперечних кільцевих, спіральних та повздовжніх заводських стиків не допускається. В випадку якщо проектом передбачено приварювання елементів до тіла труби, то відстань між швами трубопроводу та швом привареного елементу повинна бути не менше 100 мм.
При зварюванні трубопроводу в неперервну нитку зварні стики повинні бути прив’язані до пікетів траси та зафіксовані в виконавчій документації.