

7.2 Монтаж та зварювання труб в секції на трубозварювальній базі
Для зменшення трудоємкості та скорочення термінів будівництву магістральних трубопроводів, використовують трубозварювальні бази, які знайшли широке застосування в світовій практиці будівництва трубопроводів.
Теперішні технології дозволяють використовувати трубозварювальні бази двох типів: напівстаціонарні та пересувні. Застосування трубозварювальних баз також дозволяє механізувати зварювальні операції, використовувати високопродуктивні методи зварювання, організовувати поточний контроль якості зварних з'єднань.
На трубозварювальних базах стики труб з’єднують в поворотному положенні із використанням автоматичного зварювання під шаром флюсу та в неповоротному — із використанням електроконтактного зварювання.
При будівництві трубопроводу для зборки та зварювання труб в секції використовують напівстаціонарні спеціалізовані трубозварювальні бази.
Розглянемо роботу спеціалізованої трубозварювальної бази на прикладі бази марки БТС-143. Трубозварювальна база БТС-143 (рис. 7.1) використовується для виготовлення секцій із двох-трьох труб.
Труби поступають на стенд обробки кромок І. Обробку кромок виконують двома станками типу СПК. Система кріплення та переміщення станків дозволяє вільно переміщувати труби вздовж лінії обробки кромок. Першу трубу оброблюють станком 7, другу – станком 6.
Далі труба проходить по роликах повздовжнього переміщення в кінець стенду І, а потім на лінію зварювання двохтрубних секцій II.
Другу трубу переміщують від станка обробки кромок б до станка 7, забезпечуючи обробку другого торця труби, після чого вона, як і перша поступає, на стенд зварювання II.
Третю трубу оброблюють станком 6, а потім подають на стенд зварювання трьохтрубних секцій III.
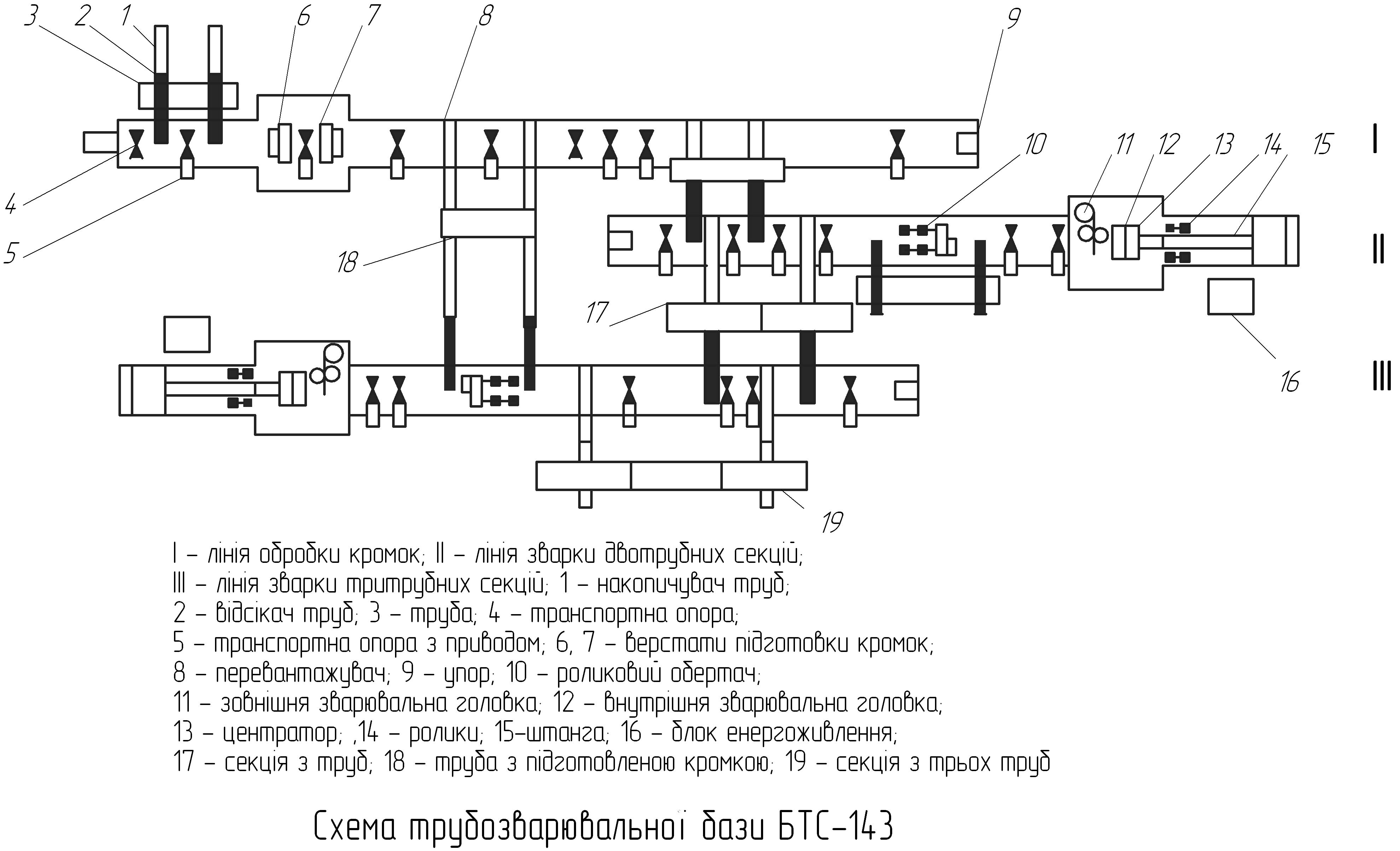
Рисунок 7.1 – Схема трубозварювальної бази ТБС-143
Зварювальний стенд двохтрубних секцій має рольганг повздовжнього переміщення, привідні 5 та холості роликові опори 4, дванадцятиметрову штангу 15, на кінці якої закріплений центратор ЦВ-102 та головка 12 для зварювання внутрішнього стику, будку, в якій встановлена головка для зовнішнього зварювання 11, а також апаратура управління переміщенням труб та двохтрубних секцій в межах стенду, центруванням, внутрішні та зовнішнім зварюванням.
Першу трубу, яка поступає на стенд, встановлюють на штангу та закріплюють центратором. Другу трубу подають до зіткнення із першою і проводять центрування та закріплення.
Після центрування виконують зварювання зовнішньою головкою, після чого розжимають центратор та переміщують штангу так, щоб кінець електродного дроту внутрішньої зварювальної головки знаходився в центрі стику.
Зварювання другого зовнішнього шару шва виконують одночасно із зварюванням внутрішнього шару шва. Оператор регулює положення електрода при зварюванні секції по кільцевій рисці, яка наноситься під час підготовки кромок. Секцію обертають за допомогою роликового обертача 10.
Повністю зварену двохтрубну секцію передають на стенд III, де на центраторі до цього часу закріплена третя труба після обробки. Обладнання стенду III аналогічне обладнанню стенду II, а також і роботи, як там виконуються. Довжина стенду III дозволяє розмістити трьохтрубну секцію.
Повністю зварену трьохтрубну секцію переміщують на лінію контролю та ремонту зварних з'єднань.