

Дополнительные команды
14.6 Наезд на жесткий упор (FXS, FXST, FXSW)
14.6Наезд на жесткий упор (FXS, FXST, FXSW)
Функция
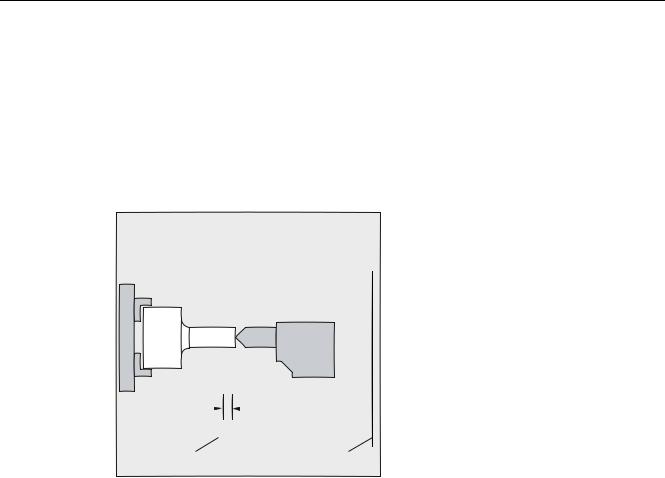
С помощью функции "Наезд на жесткий упор" можно создать определенные усилия для зажима деталей, которые необходимы, к примеру, для задних бабок, пинолей и захватов. Кроме этого с помощью функции можно переходить к механическим референтным точкам.
̻͇͙͑͏͇͌͑ͦ͘͞  ͖͕͎͏͝͏ͦ ͖͕͒͌͘
͖͕͎͏͝͏ͦ ͖͕͒͌͘
͔͇͎͇͌͋ ͔͇ ͍͙͌͑͘͏͐ ͚͖͕͗
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
̵͔͕͑ ͕͔͙͕͑͗͒ͦ |
|
|
|
|
|
|
|
|
|
|
|
͍͙͕͕͌͑͊͘ ͚͖͕͇͗ |
|
̮͇͖͕͇͓͓͗͊͗͏ |
|
|
|
||
|
|
|
|
||
͕͉͇͔͔͇͗ͦ |
|
|
|||
͕͔͔͇͑͌ͦ͞ |
̸͙͇͙͕͉͇͗ͦ |
||||
͖͕͎͏͝͏ͦ |
͖͕͎͏͝͏ͦ |
||||
При достаточно уменьшенном моменте возможны и простые процессы измерения без обязательного подключения щупа. Функция "Наезд на жесткий упор" может использоваться для осей и перемещаемых в качестве осей шпинделей.
Синтаксис
FXS[<ось>]=…
FXST[<ось>]=…
FXSW[<ось>]=… FXS[<ось>]=… FXST[<ось>]=…
FXS[<ось>]=… FXST[<ось>]=… FXSW[<ось>]=…
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
445 |

Дополнительные команды
14.6 Наезд на жесткий упор (FXS, FXST, FXSW)
Значение
FXS: Команда для включения и выключения функции "Наезд на жесткий упор"
FXS[<ось>]=1: |
Включить функцию |
FXS=[<ось>]=0: |
Выключить функцию |
FXST: Опционная команда для установки зажимного момента Данные в % от максимального момента привода.
FXSW: Опционная команда для установки ширины окна для контроля жесткого упора
Данные в мм, дюймах или градусах. <ось>: Имена осей станка
Программируются оси станка (X1, Y1, Z1 и т.д.).
Примечание
Команды FXS, FXST и FXSW действуют модально.
Программирование FXST и FXSW является опционным: если данные отсутствуют, то действует последнее запрограммированное значение или установленное в соответствующих машинных данных значение.
Активировать наезд на жесткий упор: FXS[<ось>] = 1
Движение к заданной точке может быть описано как движение траекторных или позиционирующих осей. Для позиционирующих осей функция возможна и за границы кадра.
Наезд на жесткий упор может осуществляться и для нескольких осей одновременно и параллельно движению других осей. Жесткий упор должен находиться между стартовой позицией и заданным конечным положением.
|
Основы |
446 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |

Дополнительные команды
14.6 Наезд на жесткий упор (FXS, FXST, FXSW)
Пример:
Программный код |
Комментарий |
X250 Y100 F100 FXS[X1]=1 FXST[X1]=12.3 FXSW[X1]=2 |
; Ось X1 движется с |
|
подачей F100 |
|
(опционные данные) к |
|
заданному конечному |
|
положению X=250 мм. |
|
Зажимной момент |
|
составляет 12.3% от |
|
максимального |
|
движущего момента, |
|
контроль |
|
осуществляется в окне |
|
шириной 2 мм. |
... |
|
ВНИМАНИЕ
Сразу же после активации функции "Наезд на жесткий упор" для оси/шпинделя более нельзя запрограммировать новую позицию для этой оси.
Перед выбором функции шпиндели должны быть переведены в режим управления положением.
Деактивировать наезд на жесткий упор: FXS[<ось>] = 0
Выключение функции вызывает остановку предварительной обработки. В кадре с FXS[<ось>]=0 могут и должны стоять движения перемещения. Пример:
Программный код |
Комментарий |
|
|
|
|
X200 Y400 G01 G94 F2000 FXS[X1]=0 |
; Ось X1 отводится от жесткого упора на |
|
|
|
позицию X= 200 мм. Все другие данные |
|
|
являются опционными. |
... |
|
|
ВНИМАНИЕ
Движения перемещения на позицию отвода должны осуществляться от жесткого упора, в ином случае возможны повреждения упора или станка.
Смена кадра осуществляется после достижения позиции отвода. Если позиция отвода не указана, то смена кадра осуществляется сразу же после отключения ограничения моментов.
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
447 |

Дополнительные команды
14.6 Наезд на жесткий упор (FXS, FXST, FXSW)
Зажимной момент (FXST) и окно контроля (FXSW)
Запрограммированное ограничение моментов FXST действует с начала кадра, т.е. и наезд на упор осуществляется с уменьшенным моментом. FXST и FXSW могут быть запрограммированы или изменены в любой момент времени в программе обработки деталей. Изменения начинают действовать перед движениями перемещения, стоящими в том же кадре.
Если программируется новое окно контроля жесткого упора, то изменяется не только ширина окна, но и исходная точка для центра окна, если ось до этого двигалась. Фактическая позиция оси станка при изменении окна является новым центром окна.
ВНИМАНИЕ
Окно должно быть выбрано таким образом, чтобы только наезд на упор приводил к срабатыванию контроля жесткого упора.
Дополнительная информация
Рампа нарастания
Через машинные данные можно определить рампу нарастания для новой границы момента, чтобы предотвратить скачкообразную установку границы момента (к примеру, при зажиме детали пинолью).
Подавление ошибок
В приложениях ошибка упора может быть подавлена из программы обработки деталей, при этом в машинных данных создается маска ошибки и новая установка MD активируется с помощью NEW_CONF.
Активация
Команды для наезда на жесткий упор могут вызываться из синхронных действий/технологических циклов. Активация может осуществляться и без движения, ограничение момента осуществляется сразу же. Как только начинается движение оси со стороны заданного значения, сразу же начинается контроль упора.
Активация из синхронных действий Пример:
Если ожидаемое событие ($R1) наступает, а наезд на жесткий упор еще не выполняется, то необходимо активировать FXS для оси Y. Момент должен составлять 10% номинального момента. Для ширины окна контроля действует значение предварительной установки.
Программный код
N10 IDS=1 WHENEVER (($R1=1) AND ($AA_FXS[Y]==0)) DO $R1=0 FXS[Y]=1 FXST[Y]=10
Обычная программа обработки деталей должна обеспечить установку $R1 к желаемому моменту времени.
|
Основы |
448 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |

Дополнительные команды
14.6 Наезд на жесткий упор (FXS, FXST, FXSW)
Деактивация из синхронных действий Пример:
Если имеется ожидаемое событие ($R3) и существует состояние "Наезд на упор" (системная переменная $AA_FXS), то FXS должна быть отключена.
Программный код
IDS=4 WHENEVER (($R3==1) AND ($AA_FXS[Y]==1)) DO FXS[Y]=0 FA[Y]=1000 POS[Y]=0
Жесткий упор был достигнут После достижения жесткого упора:
●Остаточный путь удаляется и отслеживается заданное значение положения.
●Движущий момент возрастает до запрограммированного предельного значения FXSW и остается после этого постоянным.
●Контроль жесткого упора активируется в пределах указанной ширины окна.
Граничные условия
●Измерение со стирание остатка пути
”Измерение со стиранием остаточного пути” (команда MEAS) и ”Наезд на жесткий упор” не могут одновременно программироваться в одном кадре. Исключение:
Одна функция воздействует на траекторную ось, а другая – на позиционирующую ось, или обе воздействуют на позиционирующие оси.
●Контроль контура
При активной функции "Наезд на жесткий упор" контроль контура не осуществляется.
●Позиционирующие оси
При "Наезде на жесткий упор" с позиционирующими осями смена кадров осуществляется независимо от движения наезда на жесткий упор.
●Оси Link и оси контейнера
Наезд на жесткий упор допускается и для осей Link и осей контейнера.
Состояние зависимой оси станка сохраняется и после вращения контейнера. Это же относится и к модальному ограничению моментов с FOCON.
Литература:
–Описание функций "Расширенные функции"; Несколько пультов оператора на нескольких NCU, децентрализованные системы (B3)
–Руководство по программированию "Расширенное программирование"; тема: "Наезд на жесткий упор (FXS und FOCON/FOCOF)"
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
449 |

Дополнительные команды
14.6Наезд на жесткий упор (FXS, FXST, FXSW)
●Наезд на жесткий упор невозможен:
–для осей Gantry
–для конкурирующих позиционирующих осей, управляемых исключительно с PLC (выбор FXS должен осуществляться из программы ЧПУ).
●Если граница моментов слишком уменьшается, то ось более не может следовать установке заданного значения, регулятор положения переходит в ограничение и увеличивается погрешность контура. В этом рабочем состоянии при увеличении границы моментов могут возникнуть толчкообразные движения. Для обеспечения следования оси необходимо контролировать, чтобы погрешность контура не была бы больше, чем при неограниченном моменте.
|
Основы |
450 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |