

Команды перемещения
9.5 Линейная интерполяция (G1)
9.5Линейная интерполяция (G1)
Функция
С помощью G1 инструмент движется по параллельным осям, наклонным или имеющим любое расположение в пространстве прямым. Линейная интерполяция позволяет создавать поверхности 3D, пазы и много другое.
Фрезерование:
Синтаксис
G1 X… Y… Z … F…
G1 AP=… RP=… F…
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
223 |

Команды перемещения
9.5 Линейная интерполяция (G1)
Значение
G1: |
|
|
Линейная интерполяция (линейная интерполяция с подачей) |
X... |
Y |
... Z...: |
Конечная точка в декартовых координатах |
AP=... |
|
: |
Конечная точка в полярных координатах, здесь полярный угол |
RP=... |
|
: |
Конечная точка в полярных координатах, здесь полярный радиус |
F...: |
|
|
Скорость подачи в мм/мин. Инструмент движется с подачей F по |
|
|
|
прямой от актуальной стартовой точки к запрограммированной |
|
|
|
заданной точке. Заданная точка вводится в декартовых или |
|
|
|
полярных координатах. На этой траектории осуществляется |
|
|
|
обработка детали. |
|
|
|
Пример: G1 G94 X100 Y20 Z30 A40 F100 |
|
|
|
Движение к конечной точке в X, Y, Z осуществляется с подачей |
|
|
|
100 мм/мин, круговая ось А перемещается в качестве синхронной |
|
|
|
оси так, что все четыре движения завершаются в одно время. |
Примечание
G1 действует модально.
Для обработки необходимо указать число оборотов шпинделя S и направление вращения шпинделя M3/M4.
С помощью FGROUP можно определить группы осей, для которых действует подача по траектории F. Подробности см. главу "Параметры траектории".
|
Основы |
224 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
Команды перемещения
9.5 Линейная интерполяция (G1)
Примеры
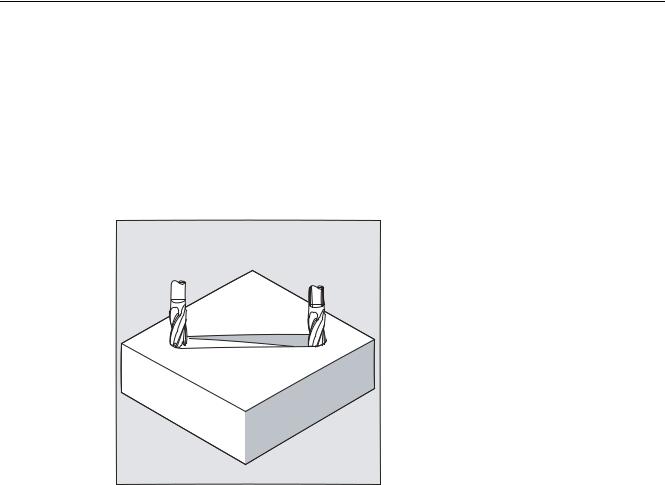
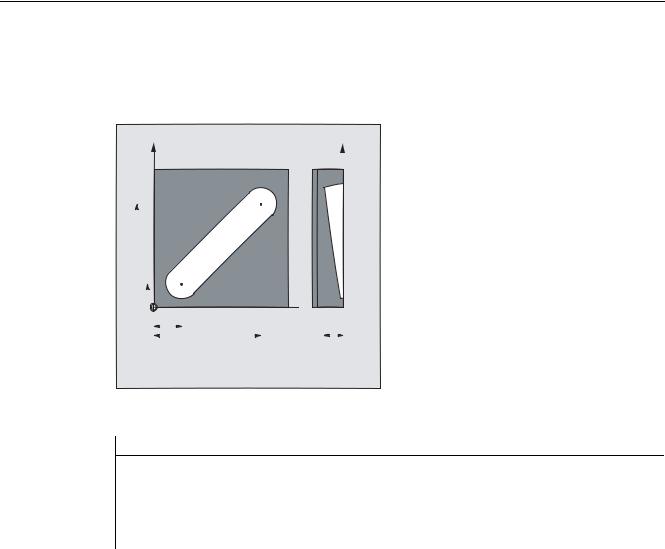
Пример 1: Изготовление паза (фрезерование)
|
|
Инструмент движется от стартовой к |
< |
< |
конечной точке в направлении X/Y. |
|
|
Одновременно происходит подача в |
|
|
направлении Z. |


 =
=
|
; |
|
|
|
|
|
|
|


Программный |
код |
Комментарий |
|||
N10 |
G17 S400 M3 |
; Выбор рабочей плоскости, шпиндель вправо |
|||
N20 |
G0 |
X20 |
Y20 Z2 |
; Переход к стартовой позиции |
|
N30 |
G1 |
Z-2 |
F40 |
; Подача инструмента |
|
N40 |
X80 Y80 |
Z-15 |
; Движение по наклонной прямой |
||
N50 |
G0 |
Z100 |
M30 |
; Свободный ход для смены инструмента |
|
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
225 |

Команды перемещения
9.5 Линейная интерполяция (G1)
Пример 2: Изготовление паза (токарная обработка)
; |
; |
|
|
|
|
|
< |
|
|
< |
= |
|
|
|
|
|
|
|
|
|
|
|
|
; |
; |
|
Программный код |
Комментарий |
|
||
N10 |
G17 S400 M3 |
; Выбор рабочей плоскости, шпиндель вправо |
||
N20 |
G0 |
X40 Y-6 Z2 |
; Переход к стартовой позиции |
|
N30 |
G1 |
Z-3 F40 |
; Подача инструмента |
|
N40 |
X12 Y-20 |
; Движение по наклонной прямой |
||
N50 |
G0 |
Z100 M30 |
; Свободный ход для смены инструмента |
|
|
Основы |
226 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |