

Регулирование подачи |
7 |
7.1Подача (G93, G94, G95, F, FGROUP, FL, FGREF)
Функция
С помощью этих команд в программе ЧПУ устанавливаются скорости подачи для всех участвующих в последовательности обработки осей.
Синтаксис
G93/G94/G95 F...
FGROUP(<ось1>,<ось2>,…) FGREF[<круговая ось>]=<исходный радиус> FL[<ось>]=<значение>
Значение
G93: Обратная по времени подача (в 1/мин)
G94: Линейная подача (в мм/мин, дюймов/мин или градусов/мин) G95: Окружная подача (в мм/оборот или дюймов/оборот)
G95 относится к оборотам мастер-шпинделя (как правило, фрезерного шпинделя или главного шпинделя токарного станка)
F...: Скорость подачи участвующих в движении гео-осей Действует установленная с G93 / G94 / G95 единица.
FGROUP: Для всех указанных в FGROUP осей (гео-оси/круговые оси) действует запрограммированная в F скорость подачи
FGREF: С FGREF для каждой из указанных в FGROUP круговых осей программируется эффективный радиус (<исходный радиус>)
FL: Предельная скорость для синхронных/траекторных осей
Действует установленная с G94 единица.
На ось (ось канала, гео-ось или ось ориентации) может быть запрограммировано одно значение FL.
<ось>: В качестве идентификаторов осей используются идентификаторы осей базовой кинематической системы (оси канала, геометрические оси).
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
119 |

Регулирование подачи
7.1 Подача (G93, G94, G95,F, FGROUP, FL, FGREF)
Примеры
Пример 1: Принцип действия FGROUP
Следующий пример должен пояснить воздействие FGROUP на ход траектории и подачу по траектории. Переменная $AC_TIME содержит время с начала кадра в секундах. Она может использоваться только в синхронных действиях.
Программный код |
Комментарий |
|||
N100 |
G0 |
X0 |
A0 |
|
N110 |
FGROUP(X,A) |
|
||
N120 |
G91 G1 G710 F100 |
; Подача= 100мм/мин или 100градусов/мин |
||
N130 |
DO $R1=$AC_TIME |
|
||
N140 |
X10 |
|
|
; Подача= 100мм/мин, ход траектории= 10мм, |
|
|
|
|
R1= около 6сек |
N150 |
DO $R2=$AC_TIME |
|
||
N160 |
X10 A10 |
; Подача= 100мм/мин, ход траектории= 14.14мм, |
||
|
|
|
|
R2= около 8сек |
N170 |
DO $R3=$AC_TIME |
|
||
N180 |
A10 |
|
|
; Подача= 100градусов/мин, ход |
|
|
|
|
траектории= 10градусов, R3= около 6сек |
N190 |
DO $R4=$AC_TIME |
|
||
N200 |
X0.001 A10 |
; Подача= 100мм/мин, ход траектории= 10мм, |
||
|
|
|
|
R4= около 6сек |
N210 |
G700 F100 |
; Подача= 2540мм/мин или 100градусов/мин |
||
N220 |
DO $R5=$AC_TIME |
|
||
N230 |
X10 |
|
|
; Подача= 2540мм/мин, ход траектории= 254мм, |
|
|
|
|
R5= около 6сек |
N240 |
DO $R6=$AC_TIME |
|
||
N250 |
X10 A10 |
; Подача= 2540мм/мин, ход траектории= 254,2мм, |
||
|
|
|
|
R6= около 6сек |
N260 |
DO $R7=$AC_TIME |
|
||
N270 |
A10 |
|
|
; Подача= 100градусов/мин, ход |
|
|
|
|
траектории= 10градусов, R7= около 6сек |
N280 |
DO $R8=$AC_TIME |
|
||
N290 |
X0.001 A10 |
; Подача= 2540мм/мин, ход траектории= 10мм, |
||
|
|
|
|
R8= около 0.288сек |
N300 |
FGREF[A]=360/(2*$PI) |
; 1 градус =1 дюйм, установить через эффективный |
||
|
|
|
|
радиус |
N310 |
DO $R9=$AC_TIME |
|
||
N320 |
X0.001 A10 |
; Подача= 2540мм/мин, ход траектории= 254мм, |
||
|
|
|
|
R9= около 6сек |
N330 |
M30 |
|
|
|
|
Основы |
120 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
Регулирование подачи
7.1 Подача (G93, G94, G95,F, FGROUP, FL, FGREF)
Пример 2: Перемещение синхронных осей с предельной скоростью FL
Скорость движения по траектории траекторных осей уменьшается, если синхронная ось Z достигает предельной скорости.
Программный код
N10 G0 X0 Y0
N20 FGROUP(X)
N30 G1 X1000 Y1000 G94 F1000 FL[Y]=500
N40 Z-50
Пример 3: Винтовая интерполяция
Траекторные оси X и Y двигаются с запрограммированной подачей, ось подачи Z является синхронной осью.
< |
< |
|
|
|
|
|
; |
|
= |
|
Программный код |
Комментарий |
||
|
N10 |
G17 G94 G1 Z0 F500 |
; |
Подача инструмента. |
|
N20 |
X10 Y20 |
; Подвод к стартовой позиции. |
|
|
N25 |
FGROUP(X,Y) |
; |
Оси X/Y это траекторные оси, |
|
|
|
|
Z это синхронная ось. |
|
N30 |
G2 X10 Y20 Z-15 I15 J0 F1000 FL[Z]=200 |
; |
На круговой траектории |
|
|
|
|
действует подача 1000 мм/мин, |
|
|
|
|
перемещение в направлении Z |
|
|
|
|
осуществляется синхронно. |
|
... |
|
|
|
|
N100 FL[Z]=$MA_AX_VELO_LIMIT[0,Z] |
; Через считывание скорости из |
||
|
|
|
|
MD предельная скорость |
|
|
|
|
отключается, считывание |
|
|
|
|
значения из MD. |
|
N110 M30 |
; |
Конец программы |
|
Основы |
|
|
|
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
|
121 |
||
Регулирование подачи
7.1 Подача (G93, G94, G95,F, FGROUP, FL, FGREF)
Дополнительная информация
Скорость подачи для траекторных осей (F)
Обычно подача по траектории складывается из отдельных компонентов скорости всех участвующих в движении геометрических осей и относится к центру фрезы или к острию токарного резца.
<
̫͉͏͍͔͌͏͌ ͉ <
)
;
̫͉͏͍͔͌͏͌ ͉ ;
Скорость подачи указывается по адресу F. В зависимости от предустановки в машинных данных действуют определенные через команды G единицы измерения в мм или дюймах.
На кадр ЧПУ может быть запрограммировано одно значение F. Единица скорости подачи определяется через одну из G-команд G93/G94/G95. Подача F воздействует только на траекторные оси и действует до тех пор, пока не будет запрограммировано новое значение подачи. После адреса F допускаются разделительные символы.
Примеры:
F100 или F 100
F.5
F=2*FEED
Тип подачи (G93/G94/G95)
G-команды G93, G94 и G95 действуют модально. Если выполняется переключение между G93, G94 и G95, то необходимо заново запрограммировать значение подачи по траектории. Для обработки с круговыми осями подача может указываться и в градусах/мин.
|
Основы |
122 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |

Регулирование подачи
7.1 Подача (G93, G94, G95,F, FGROUP, FL, FGREF)
Обратная по времени подача (G93)
Обратная по времени подача указывает продолжительность прохода одного кадра. Единица: 1/мин Пример:
N10 G93 G01 X100 F2
Означает: запрограммированный ход траектории проходится за 0,5 мин.
<
* ; )
;
͓͏͔
Примечание
Если длины траектории от кадра к кадру сильно различаются, то для G93 в каждом кадре должно быть определено новое значение F. Для обработки с круговыми осями подача может указываться и в градусах/мин.
Подача для синхронных осей
Запрограммированная по адресу F подача действует для всех запрограммированных в кадре траекторных осей, но не для синхронных осей. Управление синхронными осями осуществляется таким образом, что им для их перемещения необходимо то же время, что и для траекторных осей и все оси достигают их конечной точки в одно и то же время.
Предельная скорость для синхронных осей (FL)
С помощью команды FL для синхронных осей может быть запрограммирована предельная скорость. Если FL не программируется, то действует скорость ускоренного хода. Отключение FL осуществляется присвоением MD (MD36200 $MA_AX_VELO_LIMIT).
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
123 |

Регулирование подачи
7.1 Подача (G93, G94, G95,F, FGROUP, FL, FGREF)
Перемещение траекторной оси как синхронной оси (FGROUP)
С помощью FGROUP определяется, должна ли траекторная ось перемещаться с подачей по траектории или как синхронная ось. При винтовой интерполяции можно, к примеру, установить, что только две геометрические оси X и Y должны перемещаться с запрограммированной подачей. В этом случае ось подачи Z была бы синхронной осью.
Пример: FGROUP(X,Y)
Изменить FGROUP
Изменить сделанную с FGROUP установку можно:
1.через повторное программирование FGROUP: к примеру, FGROUP(X,Y,Z)
2.через программирование FGROUP без указания оси: FGROUP()
После FGROUP() действует установленное в машинных данных исходной состояние. Гео-оси теперь снова движутся в структуре траекторных осей.
Примечание
Идентификаторами осей для FGROUP должны быть имена осей канала.
Единицы измерения для подачи F
С помощью G-команд G700 и G710 дополнительно в геометрическим данным определяется и система единиц для подач F, т.е.:
●для G700: [дюймов/мин]
●для G710: [мм/мин]
Примечание
G70/G71не влияют на данные подачи.
Единица измерения для синхронных осей с предельной скоростью FL
Установленная для F через G-команду G700/G710 единица измерения действует и для
FL.
|
Основы |
124 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |

Регулирование подачи
7.1 Подача (G93, G94, G95,F, FGROUP, FL, FGREF)
Единица измерения для круговых и линейных осей
Для линейных и круговых осей, которые связаны друг с другом через FGROUP и вместе движутся по траектории, действует подача в единице измерения линейных осей. В зависимости от предустановки с G94/G95 в мм/мин или дюймов/мин или мм/оборот или дюймов/оборот.
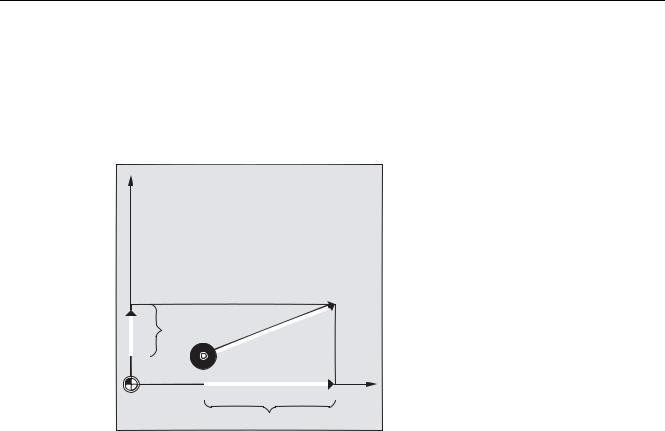
Тангенциальная скорость круговой оси в мм/мин или дюймов/мин вычисляется по формуле:
F[мм/мин] = F'[градусов/мин] * π * D[мм] / 360[градусов]
где: F: тангенциальная скорость
F': угловая скорость
π: постоянная окружности
D:диаметр
F
 F'
F'
D
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
125 |

Регулирование подачи
7.1 Подача (G93, G94, G95,F, FGROUP, FL, FGREF)
Перемещение круговых осей со скоростью движения по траектории F (FGREF)
Для процессов обработки, при которых инструмент или деталь или обе приводятся в движение круговой осью, должна существовать возможность программирования эффективной подачи обработки как подачи по траектории через значение F. Для этого для каждой из участвующих круговых осей должен быть указан эффективный радиус (исходный радиус).
Единица исходного радиуса зависит от установки G70/G71/G700/G710.
Чтобы способствовать вычислению подачи по траектории, все участвующие оси должны быть включены в команду FGROUP.
Для поддержания совместимости с процессами без программирования FGREF, после пуска системы и при RESET действует нормирование 1 градус = 1 мм. Это соответствует исходному радиусу FGREF=360 мм / (2π) = 57.296 мм.
Примечание
Эта предустановка не зависит от активной основной системы
(MD10240 $MN_SCALING_SYSTEM_IS_METRIC) и от актуальной действующей
установки G70/G71/G700/G710.
Особенности:
Программный код
N100 FGROUP(X,Y,Z,A)
N110 G1 G91 A10 F100
N120 G1 G91 A10 X0.0001 F100
При этом программировании запрограммированное значение F в N110 нормируется как подача круговой оси в градусах/мин, в то время как нормированием подачи в N120 в зависимости от актуальной действующей установки G70/G71/G700/G710 является либо 100 дюймов/мин или 100 мм/мин.
ВНИМАНИЕ
Нормирование FGREF действует и тогда, когда в кадре запрограммированы только круговые оси. Обычная интерпретация значения F в градусах/мин действует в этом случае только тогда, когда отношение радиуса соответствует предварительной установке FGREF:
•для G71/G710: FGREF[A]=57.296
•для G70/G700: FGREF[A]=57.296/25.4
|
Основы |
126 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |

Регулирование подачи
7.1 Подача (G93, G94, G95,F, FGROUP, FL, FGREF)
Чтение исходного радиуса
Значение исходного радиуса круговой оси может быть считано через системные переменные:
●В синхронных действиях или с остановкой предварительной обработки в программе обработки детали через системные переменные:
$AA_FGREF[<ось>] |
Актуальное значение главного хода |
●Без остановки предварительной обработки в программе обработки детали через системные переменные:
$PA_FGREF[<ось>] |
Запрограммированное значение |
Если значения не запрограммированы, то в обеих переменных для круговых осей считывается предустановка 360 мм / (2π) = 57.296 мм (соответствует 1 мм на градус).
Для линейных осей в обеих переменных всегда считывается значение 1 мм. Чтение определяющих скорость траекторных осей
Участвующие в траекторной интерполяции оси могут считываться через системные переменные:
●В синхронных действиях или с остановкой предварительной обработки в программе обработки детали через системные переменные:
$AA_FGROUP[<ось>] Выводит значение "1", если указанная ось через первичную установку или через программирование FGROUP влияет на скорость движения по траектории в актуальном кадре главного хода. Если нет, то переменная выводит значение "0".
$AC_FGROUP_MASK Выводит битовый ключ запрограммированных с FGROUP осей канала, которые должны содействовать скорости движения по траектории.
●Без остановки предварительной обработки в программе обработки детали через системные переменные:
$PA_FGROUP[<ось>] Выводит значение "1", если указанная ось через первичную установку или через программирование FGROUP влияет на скорость движения по траектории. Если нет, то переменная выводит значение "0".
$P_FGROUP_MASK Выводит битовый ключ запрограммированных с FGROUP осей канала, которые должны содействовать скорости движения по траектории.
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
127 |

Регулирование подачи
7.1 Подача (G93, G94, G95,F, FGROUP, FL, FGREF)
Коэффициенты соотношения траекторий для осей ориентации с FGREF
Для осей ориентации принцип действия коэффициентов FGREF[] зависит от того, осуществляется ли изменение ориентации инструмента через интерполяцию круговой оси или векторную интерполяцию.
При интерполяции круговой оси соответствующие коэффициенты FGREF осей ориентации учитываются как для круговых осей по отдельности как исходный радиус для хода осей.
При векторной интерполяции активируется эффективный коэффициент FGREF, который определяется как геометрическое среднее значение из отдельных коэффициентов
FGREF:
FGREF[эфф.] = n-ный корень из:[(FGREF[A] * FGREF[B]...)]
где: A: идентификатор 1-ой оси ориентации
B:идентификатор 2-ой оси ориентации
C:идентификатор 3-ей оси ориентации
n: Число осей ориентации Пример:
Для стандартной 5-осевой трансформации существует две оси ориентации и тем самым эффективный коэффициент как корень из результата двух осевых коэффициентов:
FGREF[эфф.] = квадратный корень из:[(FGREF[A] * FGREF[B])]
Примечание
С помощью эффективного коэффициента для осей ориентации FGREF может быть определена исходная точка на инструменте, к которой относится запрограммированная подача по траектории.
|
Основы |
128 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |