


Команды перемещения
9.7 Винтовая интерполяция (G2/G3, TURN)
9.7Винтовая интерполяция (G2/G3, TURN)
Функция
Винтовая интерполяция (спиральная интерполяция) позволяет, к примеру, создавать резьбы или смазочные канавки.
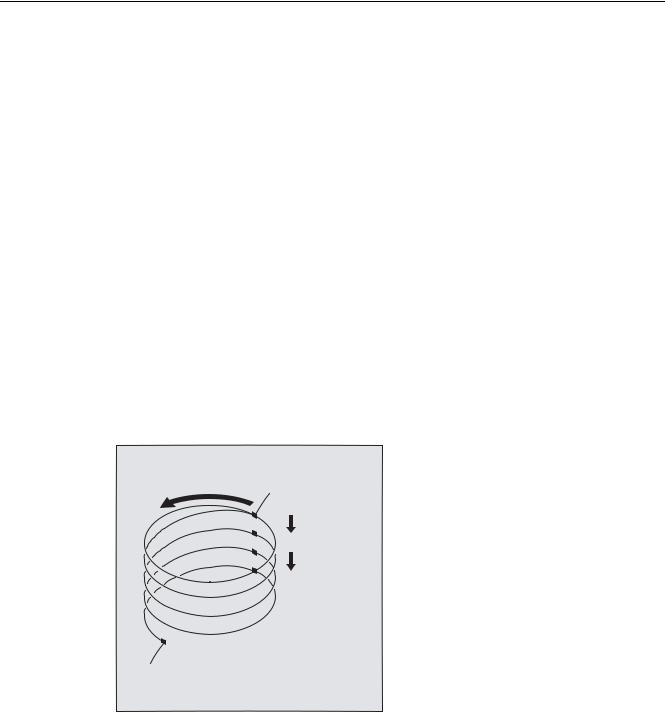
При винтовой интерполяции накладываются и параллельно выполняются два движения:
●ровное круговое движение, на которое
●накладывается вертикальное линейное движение.
Синтаксис
G2/G3 X… Y… Z… I… J… K… TURN=
G2/G3 X… Y… Z… I… J… K… TURN=
G2/G3 AR=… I… J… K… TURN=
G2/G3 AR=… X… Y… Z… TURN=
G2/G3 AP… RP=… TURN=
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
253 |

 <
< =
=
Команды перемещения
9.7 Винтовая интерполяция (G2/G3, TURN)
Программный код |
Комментарий |
|||
N10 |
G17 |
G0 |
X27.5 Y32.99 Z3 |
; Подвод к стартовой позиции. |
N20 |
G1 |
Z-5 |
F50 |
; Подача инструмента. |
N30 |
G3 |
X20 |
Y5 Z-20 I=AC(20) J=AC(20) TURN=2 |
; Винтовая линия с данными: |
|
|
|
|
Выполнить от стартовой |
|
|
|
|
позиции 2 полных круга, |
|
|
|
|
после этого переход к |
|
|
|
|
конечной точке. |
N40 |
M30 |
|
|
; Конец программы |
Дополнительная информация
Последовательность движений
1.Переход к стартовой точке
2.С TURN= исполнение запрограммированных полных кругов.
3.Подвод к конечной точки окружности, к примеру, как частичный оборот.
4.Исполнение пунктов 2 и 3 на глубину подачи.
Из количества полных кругов плюс запрограммированной конечной точки окружности (выполненными на глубину подачи) получается шаг, с которым должна быть изготовлена винтовая линия.
̸͙͇͙͕͉͇͗ͦ ͙͕͇͑͞
͐͢ ͖͕͔͒͐͢ ͚͑͗͊
 ͕͐ ͖͕͔͒͐͢ ͚͑͗͊͏͐ ͖͕͔͒͐͢ ͚͑͗͊
͕͐ ͖͕͔͒͐͢ ͚͑͗͊͏͐ ͖͕͔͒͐͢ ͚͑͗͊
̱͕͔͔͇͌ͦ͞ ͙͕͇͑͞ ͇͑͑
͇͙͘͞͏͔͐͢͞ ̮͇͇͔͔͇͋ͦ ͙͕͇͑͞ ͕͈͕͕͙͗
Программирование конечной точки винтовой интерполяции Подробное описание параметров интерполяции см. круговую интерполяцию. Запрограммированная подача
При винтовой интерполяции рекомендуется указывать запрограммированную коррекцию подачи (CFC). С помощью FGROUP можно установить, какие оси должны перемещаться с запрограммированной подачей. Подробности см. главу "Параметры траектории".
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
255 |

Команды перемещения
9.8 Эвольвентная интерполяция (INVCW, INVCCW)
9.8Эвольвентная интерполяция (INVCW, INVCCW)
Функция
Эвольвента окружности это кривая, описываемая от конечной точки жестко натянутой, развернутой от окружности нити.
Эвольвентная интерполяция позволяет создавать траектории вдоль эвольвенты. Она выполняется в плоскости, в которой определена основная окружность, и проходит от запрограммированной стартовой точки до запрограммированной конечной точки.
|
< |
|
|
͔͙̽͌͗ ͕͚͍͔͕͙͑͗͘͏ ;0 <0 |
|
; < |
|
̸͙͇͙͕͉͇͗ͦ |
|
̷͇͋͏͚͘ |
|
|
|
͙͕͇͑͞ |
|
|
; |
|
̵͔͕͉͔͇ͦ͘ |
|
|
͕͚͍͔͕͙͑͗ͣ͘ |
|
̱͕͔͔͇͌ͦ͞ |
|
|
|
͙͕͇͑͞ |
|
Возможно два способа программирования конечной точки:
1.Напрямую через декартовы координаты
2.Косвенно через указание апертурного угла (сравни программирование апертурного угла при программировании окружности)
Если стартовая и конечная точка не лежат в плоскости основной окружности, то, аналогично винтовой интерполяции у окружностей, получается наложение на кривую в пространстве.
При дополнительном вводе ходов траектории вертикально к активной плоскости (можно сравнить с винтовой интерполяцией для окружностей) эвольвента может перемещаться в пространстве.
Синтаксис
INVCW X... Y... Z... I... J... K... CR=...
INVCCW X... Y... Z... I... J... K... CR=...
INVCW I... J... K... CR=... AR=...
INVCCW I... J... K... CR=... AR=...
Основы
256 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |

Команды перемещения
9.8 Эвольвентная интерполяция (INVCW, INVCCW)
Значение
INVCW: |
Команда движения по эвольвенте по часовой стрелке |
|
INVCCW: |
Команда движения по эвольвенте против часовой стрелки |
|
X... Y... Z... : |
Прямое программирование конечной точки в декартовых |
|
|
координатах |
|
I... J... K... : |
Параметры интерполяции для описания центра основной |
|
|
окружности в декартовых координатах |
|
|
Указание: |
|
|
Координаты указываются относительно стартовой точки |
|
|
эвольвенты. |
|
CR=... : |
Радиус основной окружности |
|
AR=... : |
Косвенное программирование конечной точки через |
|
|
указание апертурного угла (угла поворота) |
|
|
Началом отсчета апертурного угла является прямая от |
|
|
центра окружности к стартовой точке. |
|
|
AR > 0: |
Траектория на эвольвенте движется от |
|
|
основной окружности. |
|
AR < 0: |
Траектория на эвольвенте движется к основной |
|
|
окружности. |
Для AR < 0 максимальный угол поворота ограничен тем, что конечная точка всегда должна находиться вне основной окружности.
Косвенное программирование конечной точки через указание апертурного угла
ЗАМЕТКА
При косвенном программировании конечной точки через указание апертурного угла AR учитывать знак угла, т.к. смена знака привела бы к другой эвольвенте и тем самым к другой траектории.
Это должен пояснить следующий пример:
|
|
̱͕͔͔͌͌͢͞ ͙͕͑͞͏ |
|
|
|
|
|
|
|
|
|
$5
̸͙͇͙͕͉͇͗ͦ ͙͕͇͑͞
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
257 |

Команды перемещения
9.8Эвольвентная интерполяция (INVCW, INVCCW)
Уэвольвент 1 и 2 совпадают параметры радиуса и центра основной окружности, а также стартовой точки и направления вращения (INVCW / INVCCW). Единственным различием является знак апертурного угла:
●При AR > 0 перемещается траектория на эвольвенте 1 и выполняется подвод к конечной точке 1.
●При AR < 0 перемещается траектория на эвольвенте 2 и выполняется подвод к конечной точке 2.
Граничные условия
●Как стартовая точка, так и конечная точка, должны находится вне поверхности основной окружности эвольвенты (окружность с радиусом CR вокруг определенного через I, J, K центра). Если это условие не соблюдается, то выводится ошибка и обработка программы отменяется.
●Обе возможности программирования конечной точки (напрямую через декартовы координаты или косвенно через указание апертурного угла) являются взаимоисключающими. Поэтому в кадре может использоваться только одна из этих двух возможностей программирования.
●Если запрограммированная конечная точка находится не точно на определенной через стартовую точку и основную окружность эвольвенте, то осуществляется интерполяция между обеими эвольвентами, определенными через стартовую или конечную точку (см. рисунок ниже).
|
̸͙͇͙͕͉͇͗ͦ |
|
̷͇͋͏͚͘ |
͙͕͇͑͞ |
|
|
̱͕͔͔͇͌ͦ͞ |
|
̵͔͕͉͔͇ͦ͘ |
|
|
|
|
̳͇͑͘ |
|
͙͕͇͑͞ |
|
͕͚͍͔͕͙͑͗ͣ͘ |
|
|
|
|
͕͙͕͔͔͑͒͌͏͌ |
Максимальное отклонение конечной точки устанавливается через машинные данные (→ Изготовитель станка!). Если отклонение запрограммированной конечной точки в радиальном направлении больше, чем установленное через эти MD значение, то выводится ошибка и выполнение программы отменяется.
Основы
258 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |

Команды перемещения
9.8 Эвольвентная интерполяция (INVCW, INVCCW)
Примеры
Пример 1: Левовращающаяся эвольвента от стартовой точки к запрограммированной конечной точке и как правовращающаяся эвольвента обратно
< |
|
|
|
|
|
|
1 ̱͕͔͔͇͌ͦ͞ ͙͕͇͑͞ |
||
|
|
; |
< |
|
|
|
|
|
1 |
|
|
|
1 |
|
&5 |
|
|
|
|
|
|
|
|
; |
1 ̸͙͇͙͕͉͇͗ͦ ͙͕͇͑͞ |
|
|||
|
; |
< |
|
|
Программный код |
Комментарий |
||
N10 |
G1 X10 |
Y0 F5000 |
; Подвод к стартовой позиции. |
N15 |
G17 |
|
; Выбор плоскости X/Y в качестве |
|
|
|
рабочей плоскости. |
N20 |
INVCCW |
X32.77 Y32.77 CR=5 I-10 J0 |
; Эвольвента против часовой стрелки, |
|
|
|
конечная точка в декартовых |
|
|
|
координатах. |
N30 |
INVCW X10 Y0 CR=5 I-32.77 J-32.77 |
; Эвольвента по часовой стрелке, |
|
стартовая точка это конечная |
точка |
из N20, новая конечная точка |
это |
стартовая точка из N20, новый |
|
центр окружности относится к |
новой |
стартовой точке и идентичен |
|
старому центру окружности. |
|
... |
|
Основы
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
259 |

Команды перемещения
9.8 Эвольвентная интерполяция (INVCW, INVCCW)
Пример 2: Левовращающаяся эвольвента с косвенным программированием конечной точки через указание апертурного угла
< |
|
|
&5 |
|
|
|
̸͙͇͙͕͉͇͗ͦ ͙͕͇͑͞ |
; |
|
; < |
|
$5 |
|
|
Программный код |
Комментарий |
|
N10 |
G1 X10 Y0 F5000 |
; Подвод к стартовой позиции. |
N15 |
G17 |
; Выбор плоскости X/Y в качестве рабочей |
|
|
плоскости. |
N20 INVCCW CR=5 I-10 J0 AR=360 ; Эвольвента против часовой стрелки и ход от основной окружности (т.к. указан положительный угол) с полным оборотом (360 градусов).
...
Литература
Прочую информацию по связанным с эвольвентной интерполяцией важным машинным данным и граничным условиям см.:
Описание функций "Основные функции"; Различные интерфейсные сигналы ЧПУ/PLC и функции (A2), глава: "Установки для эвольвентной интерполяции"
Основы
260 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |