

Команды перемещения
9.9 Линии контура
9.9Линии контура
9.9.1Программирование линии контура
Функция
Программирование линии контура служит для быстрого ввода простых контуров.
Могут программироваться линии контура с 1, 2, 3 или более точками с переходными элементами "фаска" или "закругление" через указание декартовых координат и / или углов (ANG или ANG1 и ANG2).
В кадрах, описывающих линии контура, могут использоваться любые другие адреса ЧПУ, к примеру, буквы адреса для других осей (отдельные оси или ось вертикально к плоскости обработки), данные вспомогательных функций, коды G, скорости и т.д.
Примечание Контурный вычислитель
Простое программирование линии контура возможно и с помощью контурного вычислителя. При этом речь идет об инструменте интерфейса, который обеспечивает программирование и графическое представление простых и сложных контуров деталей. Запрограммированные через контурный вычислитель контуры передаются в программу обработки детали.
Литература: Руководство оператора
Параметрирование
Идентификаторы для угла, радиуса и фаски определяются через машинные данные: MD10652 $MN_CONTOUR_DEF_ANGLE_NAME (имя угла для линий контура) MD10654 $MN_RADIUS_NAME (имя радиуса для линий контура)
MD10656 $MN_CHAMFER_NAME (имя фаски для линий контура)
Примечание См. указания изготовителя станка.
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
261 |

Команды перемещения
9.9 Линии контура
9.9.2Линии контура: Прямая
Примечание В описании ниже предполагается, что:
•G18 активна ( активной рабочей плоскостью является плоскость Z/X).
(Но программирование линий контура без ограничений возможно и при G17 или
G19 .)
•для угла, радиуса и фаски определены следующие идентификаторы:
–ANG (угол)
–RND (радиус)
–CHR (фаска)
Функция
Конечная точка прямой определяется следующими данными:
●Угол ANG
●Одна декартова координата конечной точки (X2 или Z2)
; |
|
|
; = |
|
$1* |
|
; = |
|
= |
ANG: |
Угол прямой |
X1, Z1: |
Начальные координаты |
X2, Z2: |
Координаты конечной точки прямой |
Основы
262 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |

Команды перемещения
9.9 Линии контура
Синтаксис
X… ANG=…
Z… ANG=…
Значение
X...: Координата конечной точки в направлении X
Z... Координата конечной точки в направлении Z
ANG: Идентификатор для программирования угла
Указанное значение (угол) относится к абсциссе активной рабочей плоскости (ось Z при G18).
Пример
Программный код |
Комментарий |
|
N10 |
X5 Z70 F1000 G18 |
; Переход к стартовой позиции |
N20 |
X88.8 ANG=110 |
; Прямая с указанием угла |
N30 |
... |
|
или:
Программный код |
Комментарий |
|
N10 |
X5 Z70 F1000 G18 |
; Переход к стартовой позиции |
N20 |
Z39.5 ANG=110 |
; Прямая с указанием угла |
N30 |
... |
|
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
263 |
Команды перемещения
9.9 Линии контура
9.9.3Линии контура: Две прямые
Примечание В описании ниже предполагается, что:
•G18 активна ( активной рабочей плоскостью является плоскость Z/X).
(Но программирование линий контура без ограничений возможно и при G17 или
G19 .)
•Для угла, радиуса и фаски определены следующие идентификаторы:
–ANG (угол)
–RND (радиус)
–CHR (фаска)
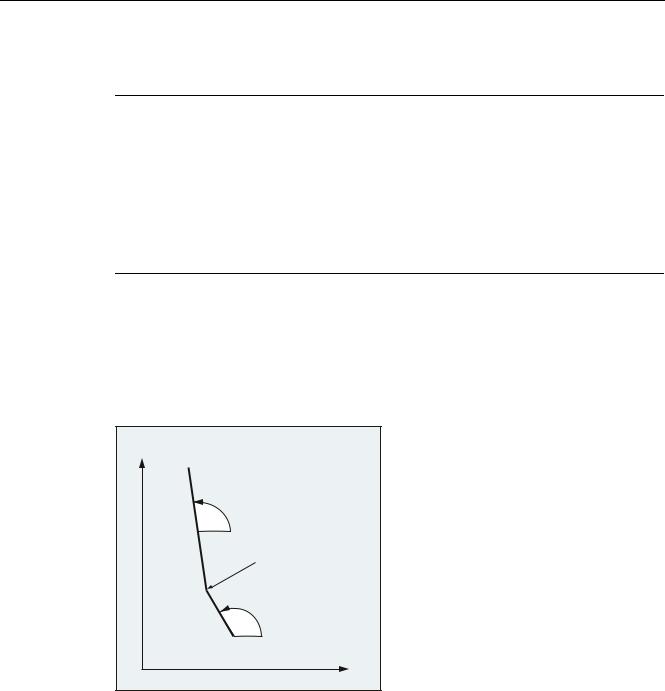
Функция
Конечная точка первой прямой может быть запрограммирована через указание декартовых координат или через указание угла обоих прямых. Конечная точка второй прямой всегда должны быть запрограммирована декартово. Точка пересечения обеих прямых может быть выполнена как угол, закругление или как фаска.
; |
|
|
; = |
|
$1* |
|
̩͕͎͓͕͍͔͕ ͏ |
|
͎͇͚͔͑͗͊͒͌͏͌ |
|
͏͒͏ ͇͇͛͑͘ |
|
; = |
|
$1* |
|
; = |
|
= |
ANG1: |
Угол первой прямой |
ANG2: |
Угол второй прямой |
X1, Z1: |
Начальные координаты первой прямой |
X2, Z2: |
Координаты конечной точки первой прямой или |
|
начальные координаты второй прямой |
X3, Z3: |
Координаты конечной точки второй прямой |
Основы
264 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |

Команды перемещения
9.9 Линии контура
Синтаксис
1.Программирование конечной точки первой прямой через указание угла
●Угол как переход между прямыми:
ANG=…
X… Z… ANG=…
● Закругление как переход между прямыми:
ANG=… RND=...
X… Z… ANG=…
● Фаска как переход между прямыми:
ANG=… CHR=...
X… Z… ANG=…
2. Программирование конечной точки первой прямой через указание координат ● Угол как переход между прямыми:
X… Z…
X… Z…
● Закругление как переход между прямыми:
X… Z… RND=...
X… Z…
● Фаска как переход между прямыми:
X… Z… CHR=...
X… Z…
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
265 |

Команды перемещения
9.9 Линии контура
Значение
ANG=… : Идентификатор для программирования угла
Указанное значение (угол) относится к абсциссе активной рабочей плоскости (ось Z при G18).
RND=... Идентификатор для программирования закругления Указанное значение соответствует радиусу закругления:
̮͇͚͔͑͗͊͒͌͏͌
51'
CHR=... |
Идентификатор для программирования фаски |
|
Указанное значение соответствует ширине фаски в направлении |
|
движения: |
|
&+5 |
|
̻͇͇͑͘ |
|
̨͏͙͌͑͗͘͘͏͇͘ |
X... |
Координаты в направлении X |
Z... |
Координаты в направлении Z |
Примечание
Дополнительную информацию по программированию фаски или закругления см. " Фаска, закругление (CHF, CHR, RND, RNDM, FRC, FRCM) (Страница 299) ".
|
Основы |
266 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |