


Геометрические основы
1.2 Рабочие плоскости
1.2Рабочие плоскости
Программа ЧПУ должна содержать информацию о том, в какой плоскости должна выполняться обработка. Только в этом случае СЧПУ при выполнении программы ЧПУ может правильно учитывать значения коррекции инструмента. Кроме этого указание рабочей плоскости имеет значение для определенных видов программирования окружностей и для полярных координат.
Соответственно две оси координат определяют плоскость. Третья ось координат стоит соответственно вертикально на этой плоскости и определяет направление подачи инструмента (к примеру, для обработки 2D).
Рабочие плоскости при токарной / фрезерной обработке
<
*
*
*
=
;
=
*
*
*
;
<
Рабочие плоскости при токарной обработкеРабочие плоскости при фрезерной обработке
Программирование рабочих плоскостей
Рабочие плоскости определяются в программе ЧПУ с помощью команд G G17, G18 и G19 следующим образом:
Команда G |
Рабочая |
Направление |
Абсцисса |
Ордината |
Аппликата |
|
плоскость |
подачи |
|
|
|
G17 |
X/Y |
Z |
X |
Y |
Z |
G18 |
Z/X |
Y |
Z |
X |
Y |
G19 |
Y/Z |
X |
Y |
Z |
X |
|
Основы |
22 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
|
|
|
|
|
Геометрические основы |
|
|
|
|
|
1.3 Нулевые точки и исходные точки |
1.3 |
Нулевые точки и исходные точки |
|
|
||
|
На станке с ЧПУ определены различные нулевые и исходные точки: |
||||
|
Нулевые точки |
|
|
|
|
|
M |
Нулевая точка станка |
|
|
|
|
|
С помощью нулевой точки станка определяется система координат станка |
|||
|
|
(MСS). К нулевой точке станка относятся все другие исходные точки. |
|||
|
W |
Нулевая точка детали = нулевая точка программы |
|||
|
|
Нулевая точка детали определяет систему координат детали относительно |
|||
|
|
нулевой точки станка. |
|
|
|
|
A |
Точка упора |
|
|
|
|
|
Может совпадать с нулевой точкой детали (только у токарных станков) |
|||
|
Исходные точки |
|
|
|
|
|
R |
Референтная точка |
|
|
|
|
|
Определенная кулачками и измерительной системой позиция. Расстояние до |
|||
|
|
нулевой точки станка M должно быть известным, чтобы позиция оси в этом |
|||
|
|
месте могла быть установлена точно на это значение. |
|||
|
B |
Стартовая точка |
|
|
|
|
|
Может быть определена через программу. Здесь 1-ый инструмент начинает |
|||
|
|
обработку. |
|
|
|
|
T |
Исходная точка инструментального суппорта |
|||
|
|
Находится на зажиме инструмента. Посредством ввода длин инструмента СЧПУ |
|||
|
|
вычисляет расстояние от острия инструмента до исходной точки |
|||
|
|
инструментального суппорта. |
|
|
|
|
N |
Точка смены инструмента |
|
|
|
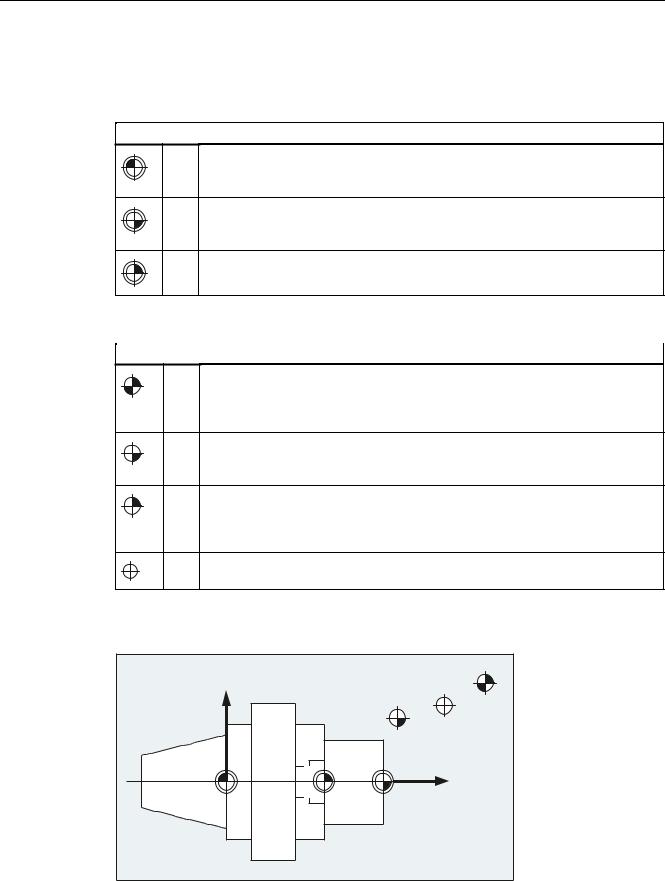
Нулевые и исходные точки при токарной обработке |
|
|
|||
|
|
; |
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
1 |
|
|
|
|
|
% |
|
|
|
|
|
= |
|
|
0 |
$ |
: |
|
Основы |
|
|
|
|
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
|
23 |
|||

Геометрические основы |
|
1.3 Нулевые точки и исходные точки |
|
Нулевые точки при фрезеровании |
|
< |
|
: |
: |
0 |
|
|
; |
Основы
24 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |